船舶建造质量标准建造精度范围本标准规定了船体建造、涂装和舾装的建造精度
本标准适用于 50000 吨以上以柴油机为动力的常规钢质海船的建造,对于 50000 吨以下或特别用途的船舶也可参照执行
1 船体建造1
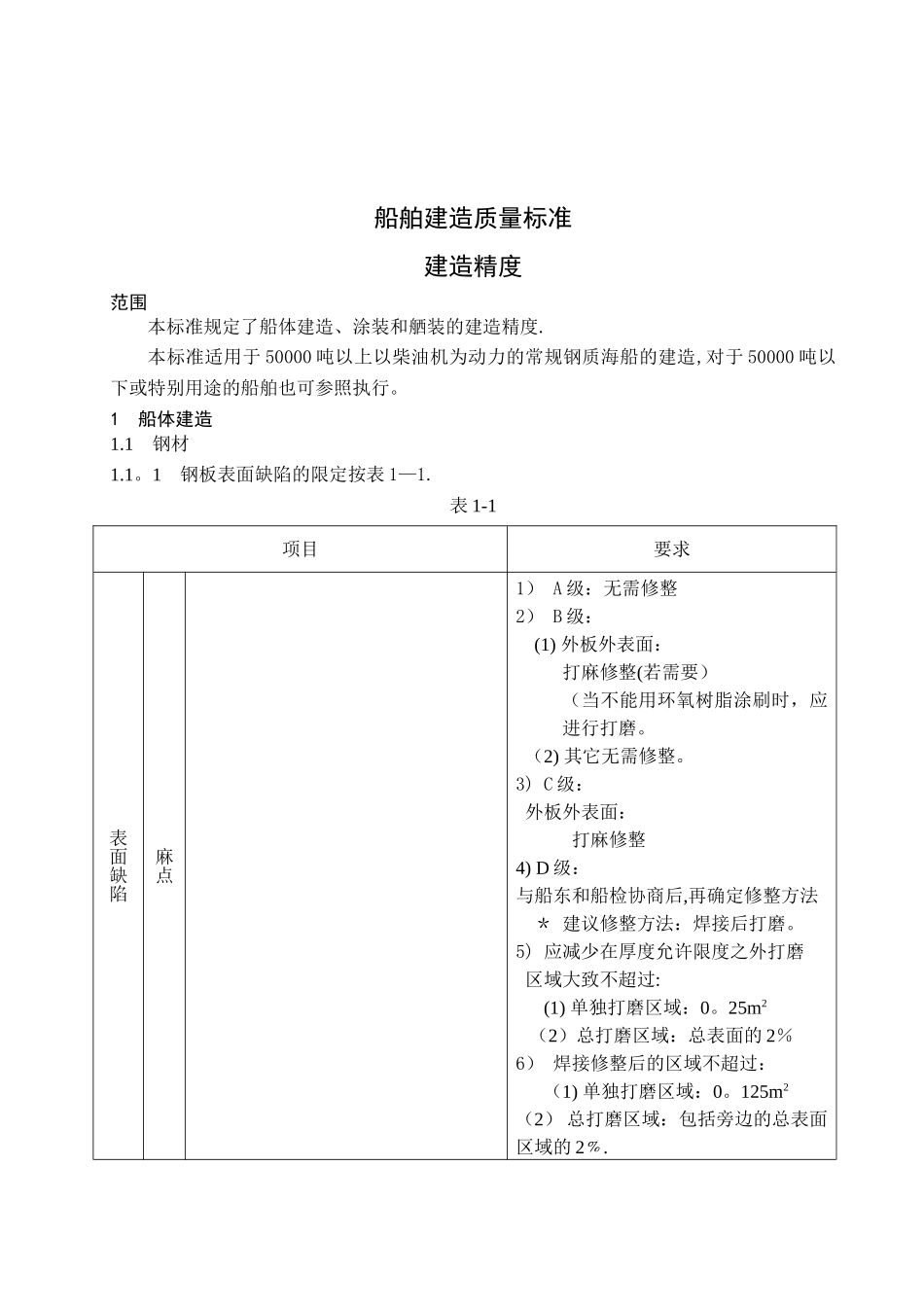
1 钢板表面缺陷的限定按表 1—1
表 1-1 项目要求表面缺陷麻点 1) A 级:无需修整2) B 级:(1) 外板外表面:打麻修整(若需要)(当不能用环氧树脂涂刷时,应进行打磨
(2) 其它无需修整
3) C 级: 外板外表面:打麻修整4) D 级:与船东和船检协商后,再确定修整方法* 建议修整方法:焊接后打磨
5) 应减少在厚度允许限度之外打磨 区域大致不超过:(1) 单独打磨区域:0
25m2 (2)总打磨区域:总表面的 2%6) 焊接修整后的区域不超过:(1) 单独打磨区域:0
125m2(2) 总打磨区域:包括旁边的总表面区域的 2﹪
表 1—1(续) 1
2 船体结构钢板厚度负公差限定船体结构钢板厚度负公差最大为—0
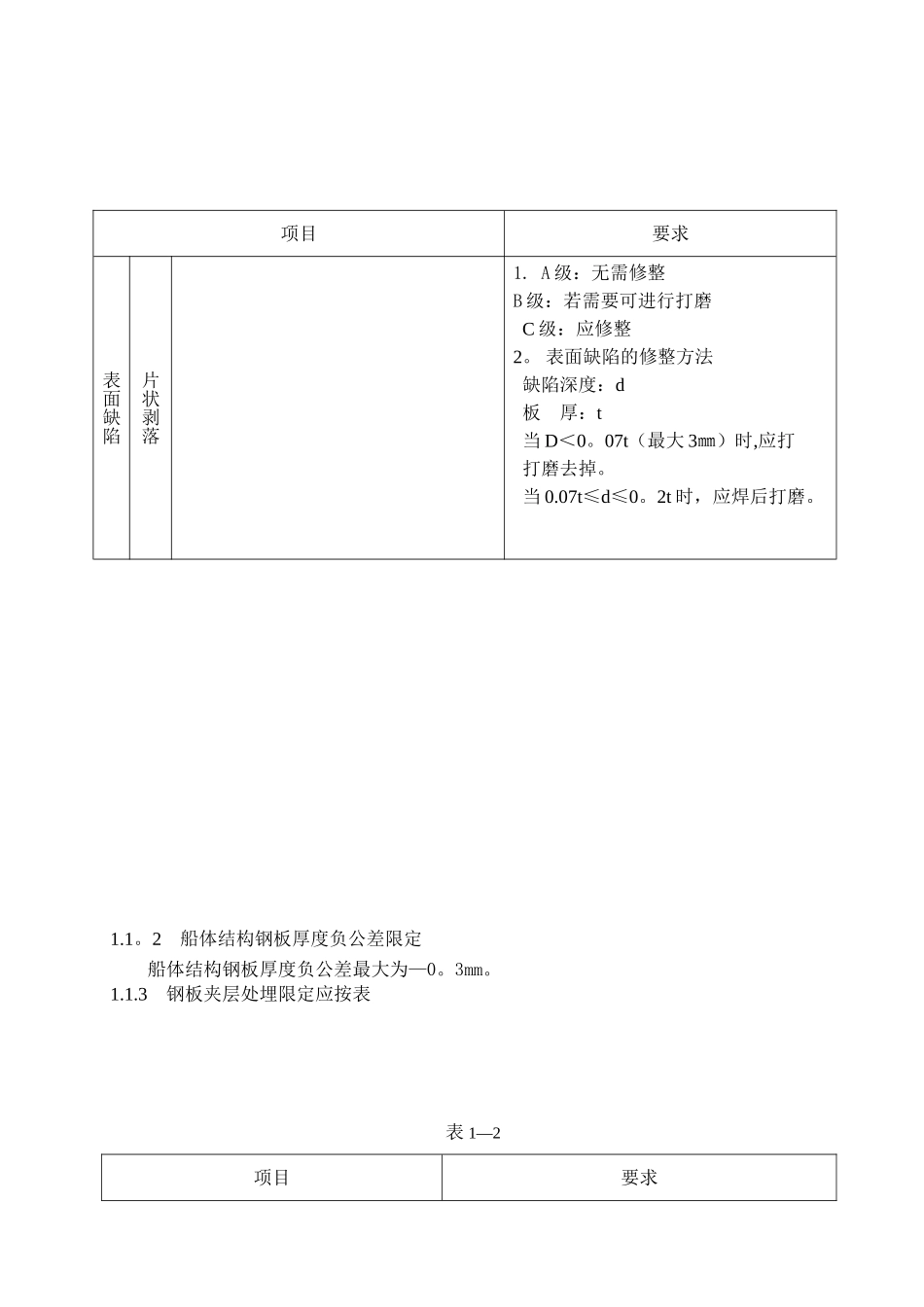
3 钢板夹层处埋限定应按表 表 1—2项目要求项目要求表面缺陷片状剥落1
A 级:无需修整 B 级:若需要可进行打磨 C 级:应修整2
表面缺陷的修整方法 缺陷深度:d 板 厚:t 当 D<0
07t(最大 3㎜)时,应打 打磨去掉
07t≤d≤0
2t 时,应焊后打磨
局部夹层(1) 夹层的范围比较小,可批除后再补焊,如(a)所示
夹层的范围比较小,且接近钢材表面,则批除后进行焊补,如(b)所示
(2) 在夹层情况比较严重的情况下,必须认真检验,实行相应方法修正
(3) 假如夹层焊补长度超过钢板边缘长度20%则需无损探伤检查焊补质量
严重夹层 (1) (1) 假如夹层范围相当广泛,则可更换一张钢板的一部份
(2) (2) 标准规格的钢板需更换的最小宽度或长度:外板和强力甲板