******计件工资实施管理办法及管理制度一、 目的:为了充分体现多劳多得、按劳取酬的薪资分配原则,鼓舞先进鞭策后进,奖勤罚懒,摒弃计时工资的“大锅饭”心态,提高企业的整体运作效率,使本公司计件计薪方法合理化、科学化,特制定本办法
二、 原则:按劳计酬,多劳多得
公正、公平、公开
三、 职责:生产技术经理负责标准工时及计件单价核算; 生产经理负责审核本制度实施; 生产文员负责计件数量统计(负责统计完成合格品数量); 管理部负责计件工资核算
四、 适用范围适用于通讯事业部生产单位作业员及生产关联管理层(班组长、技术员、物料员、主管)
五、 计件工资的工资结构:总工资=计件工资+全勤奖+安全生产奖-应扣项六、 主要内容: 6
1 单价核算: 1)所有计件标准统一,为 660 分钟/班为标准
所有机器操作量均为理论成立情况
如:“2 分钟加工时间,1 分钟装夹时间,理论上是 2 分钟/1 分钟/台=2 台
所有加工时间和理论班产由工艺组统一制定,其它人等不得随意更改,有优化程序时,需生产部门通知工艺组更新理论班产
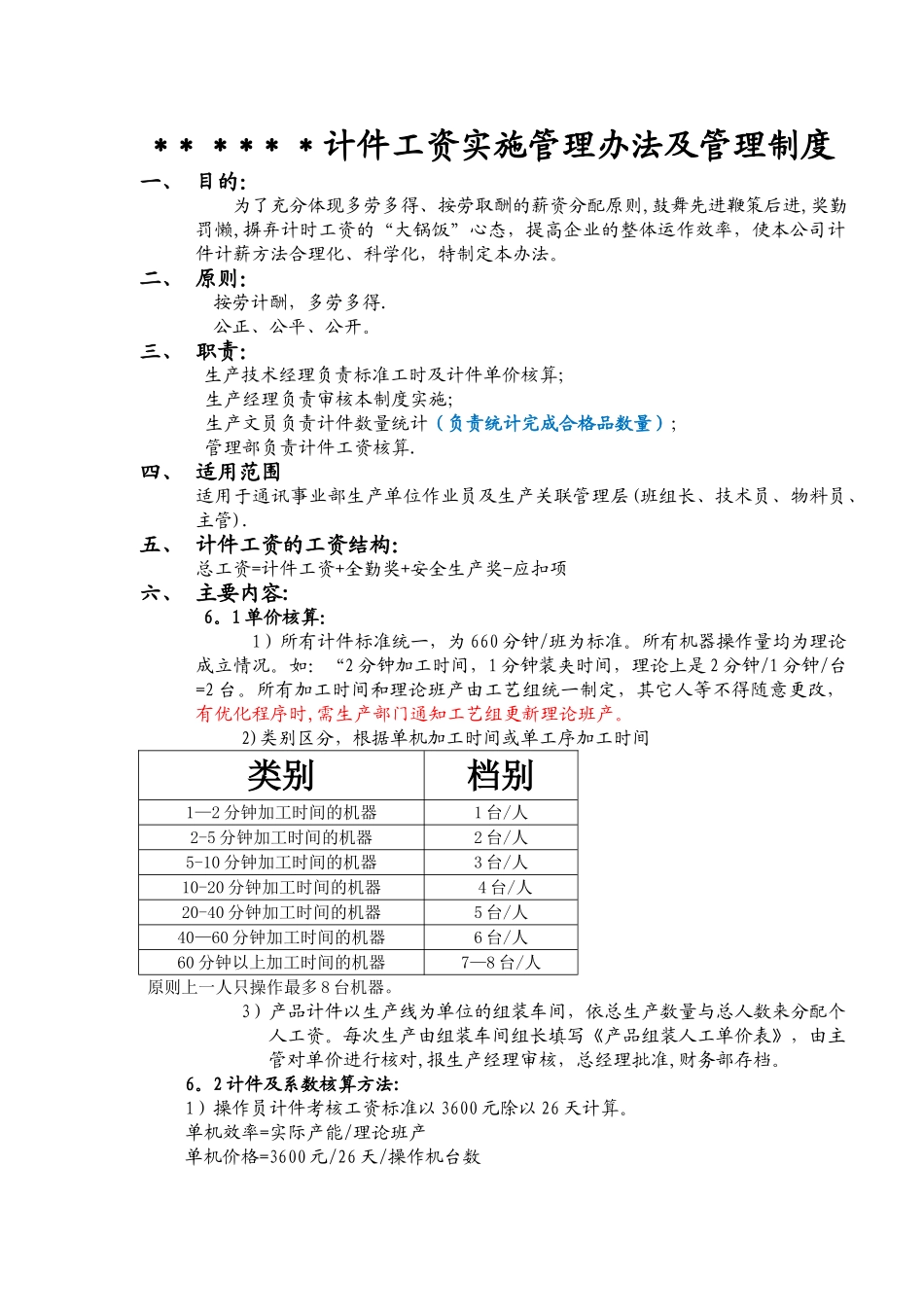
2)类别区分,根据单机加工时间或单工序加工时间类别档别1—2 分钟加工时间的机器 1 台/人2-5 分钟加工时间的机器 2 台/人5-10 分钟加工时间的机器 3 台/人10-20 分钟加工时间的机器 4 台/人20-40 分钟加工时间的机器 5 台/人40—60 分钟加工时间的机器 6 台/人60 分钟以上加工时间的机器 7—8 台/人原则上一人只操作最多 8 台机器
3)产品计件以生产线为单位的组装车间,依总生产数量与总人数来分配个人工资
每次生产由组装车间组长填写《产品组装人工单价表》,由主管对单价进行核对,报生产经理审核,总经理批准,财务部存档
2 计件及系数核算方法:1)操作员计件考核工资标准以 3600 元除以 26 天计算
单机效率=实际产能/理论