风管部件制作质量管理依据标准:《建筑工程施工质量验收统一标准》 GB50300-2001《通风与空调工程施工质量验收法律规范》 GB50243-20241、范围本工艺标准适用于各类金属风口、风阀、罩类、风帽及柔性管等部件制作工程
2、施工准备2
1 材料要求及主要机具:2
1 各种材料应具有出厂合格证明书或质量鉴定文件
2 除上述文件外,应进行外观检查,各种板材表面应平整,厚度均匀,无明显伤痕,并不得有裂纹、锈蚀等质量缺陷,型材应等型、均匀、无裂纹及严重锈蚀等情况
3 其它材料不能因其本身缺陷而影响或降低产品的质量或使用效果
4 剪板机、折方机、咬口机、冲床、电焊机、点焊机、亚弧焊机、车床、台钻、型材切割机、空压机及喷漆设备、手动、电动液压铆钉钳、电动拉铆枪和直尺、方尺、划规、划针、铁锤、木锤、洋冲、扳手、螺丝刀、钢丝钳、钢卷尺及专用冲压模具、工装等
2 作业条件:2
1 应具备有宽敞、明亮、地面平整、干净的厂房
2 作业地点要有满足加工工艺要求的机具设备、相应的电源,安全防护装置及消防器材
3 各种风管部件均应按国家有关标准设计图纸制作,并有施工员书面的技术、质量、安全交底和施工预算
3、操作工艺3
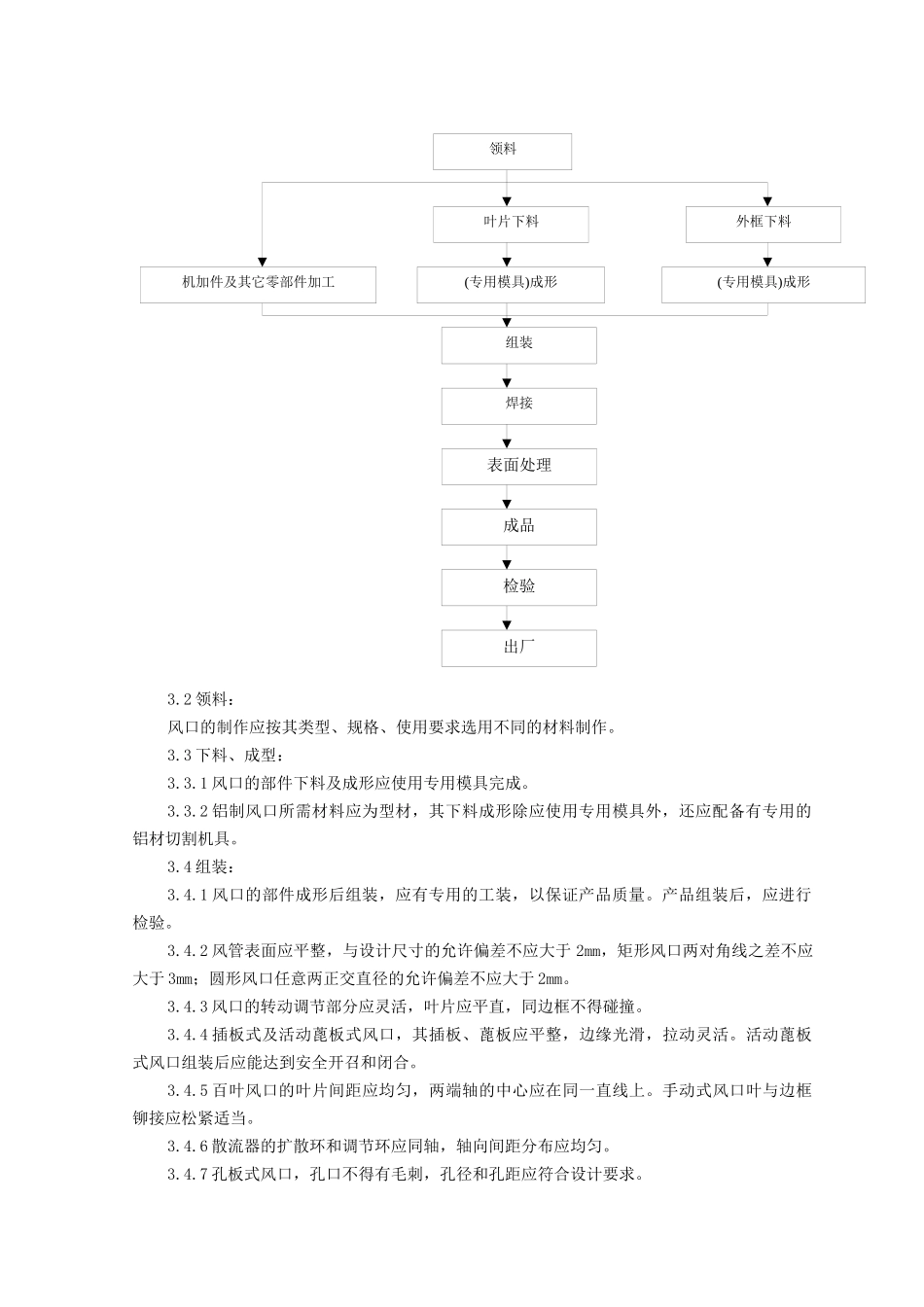
1 风口工艺流程:3
2 领料:风口的制作应按其类型、规格、使用要求选用不同的材料制作
3 下料、成型:3
1 风口的部件下料及成形应使用专用模具完成
2 铝制风口所需材料应为型材,其下料成形除应使用专用模具外,还应配备有专用的铝材切割机具
4 组装:3
1 风口的部件成形后组装,应有专用的工装,以保证产品质量
产品组装后,应进行检验
2 风管表面应平整,与设计尺寸的允许偏差不应大于 2mm,矩形风口两对角线之差不应大于 3mm;圆形风口任意两正交直径的允许偏差不应大于 2mm