计算机数字控制系统(Computer Numerical Control 简称为CNC 系统)
一个完整的现代化数字控制机床由数控装置,可编程控制器,电源模块,伺服模块,伺服电机,反馈系统,机床控制面板,人机通讯单元,手持单元,液压系统,润滑系统,冷却系统,机床本体,滚珠丝杠,自动换刀系统,等等组成
数控机床的生产率高,设备柔性好,使工人的劳动强度大为减轻,具有较高的经济效益,能加工普通机床所不能加工的复杂形面
由于数控机床的优越性,在国际竞争日益激烈、产品品种变化频繁的形势下,各国都致力与开发生产各种数控机床,其中将普通机床改造为经济型数控机床,简单方便,易于实现,使系统的性能价格比大为提高
本次的设计题目是将 C6140 普通车床改造成为 MCS-51 系列单片机控制的经济数控车床
由于是初次设计,所以经验有限,在设计过程中难免会出现不足之处,还请各位老师,同学们多多指导,帮助
设计项目设计过程与说明主要结果一、脉冲当量的选择脉冲当量由设计任务书可知:纵向:0
01mm/脉冲横向:0
005mm/脉冲纵向:0
01mm/脉冲横向:0
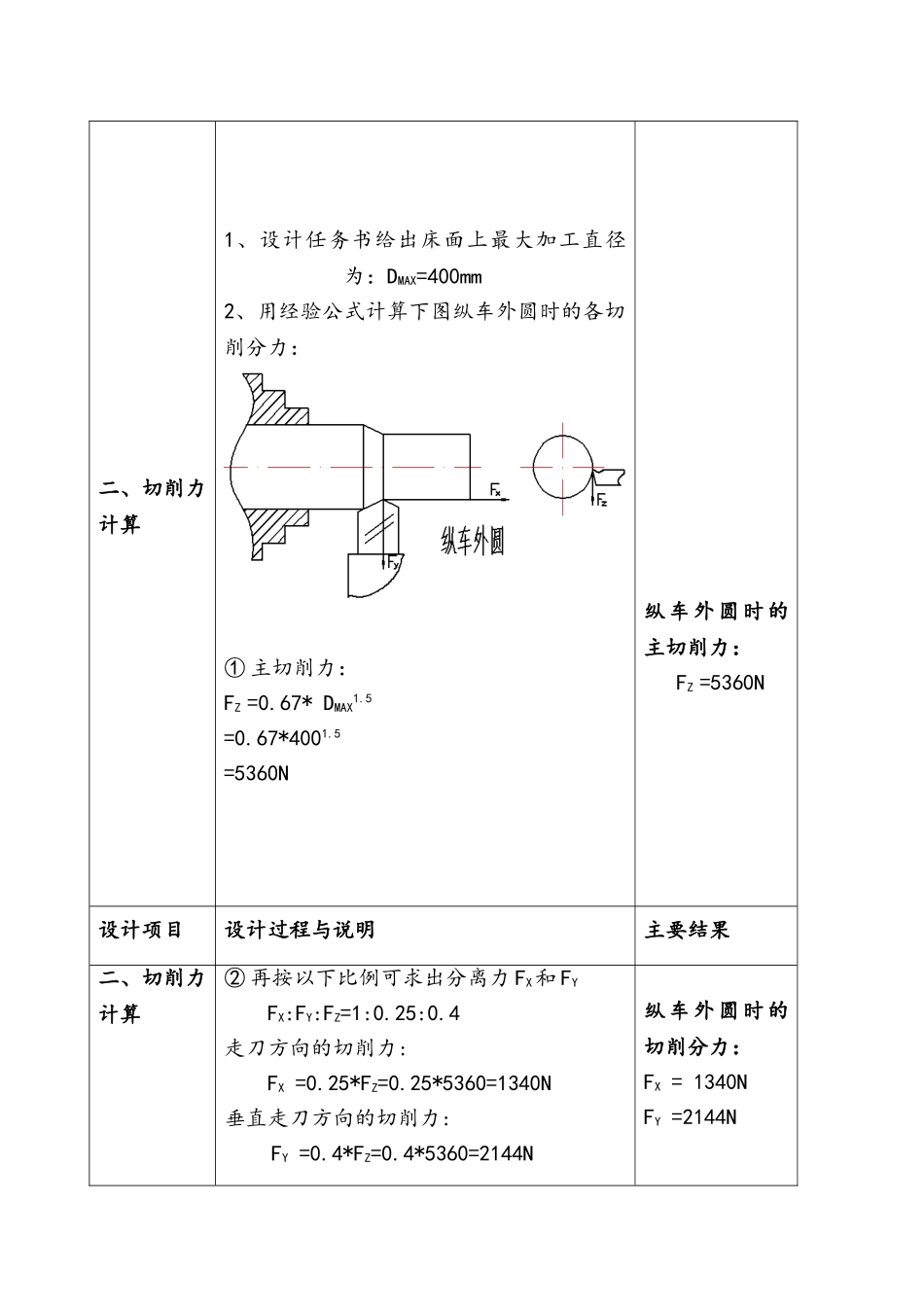
005mm/脉冲二、切削力计算1、设计任务书给出床面上最大加工直径为:DMAX=400mm2、用经验公式计算下图纵车外圆时的各切削分力:① 主切削力:FZ =0
67* DMAX1
67*4001
5=5360N纵车外圆时的主切削力:FZ =5360N设计项目设计过程与说明主要结果二、切削力计算② 再按以下比例可求出分离力 FX和 FYFX:FY:FZ=1:0
4走刀方向的切削力:FX =0
25*FZ=0
25*5360=1340N垂直走刀方向的切削力:FY =0
4*FZ=0
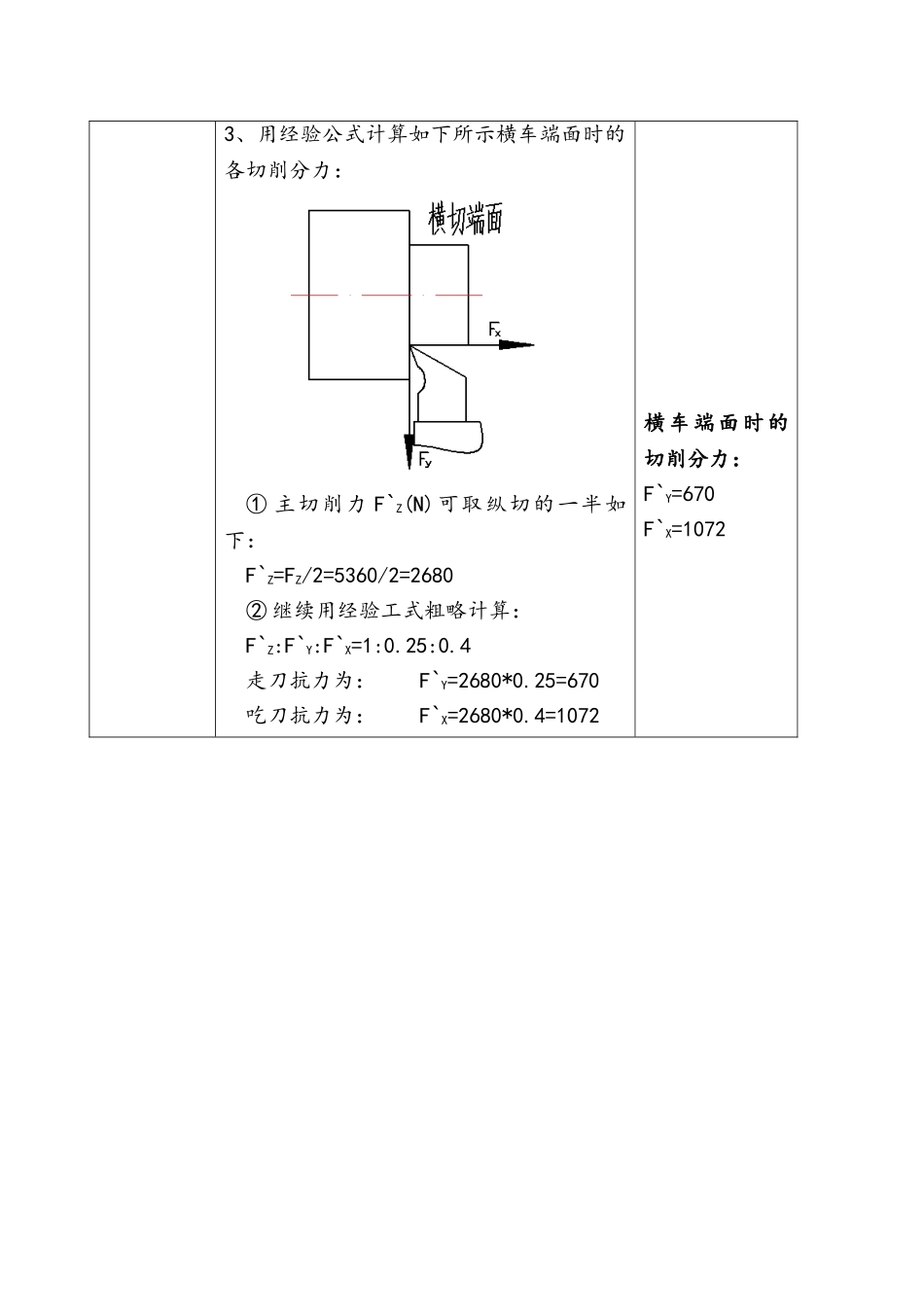
4*5360=2144N纵车外圆时的切削分力:FX = 1340NFY =2144N3、用经验公式计算如下所示横车端面时的各切削分力: ① 主