冷冲压模具说明书目 录第一章 设计任务————————————————31
1 零件设计任务———————————————31
2 分析比较和确定工艺方案——————————3第二章 计算冲裁压力、压力中心和选用压力机———52
1 排样方式的确定与材料利用率计算——————52
2 计算冲裁力、卸料力————————————52
3 确定模具压力中心—————————————6第三章 模具工作部分尺寸与公差—————————73
1 冲孔部分—————————————————73
2 落料部分—————————————————7第四章 确定各主要零件结构尺寸—————————94
1 凹模外形尺寸确定—————————————94
2 其他尺寸的确定——————————————94
3 合模高度计算———————————————9第五章 模具零件的加工—————————————9第六章 模具的装配———————————————10第七章 压力机的安全技术措施——————————12参考文献————————————————————14第一章设计任务1
1、零件设计任务零件简图:如图 1 所示生产批量:小批量材料:Q235材料厚度:0
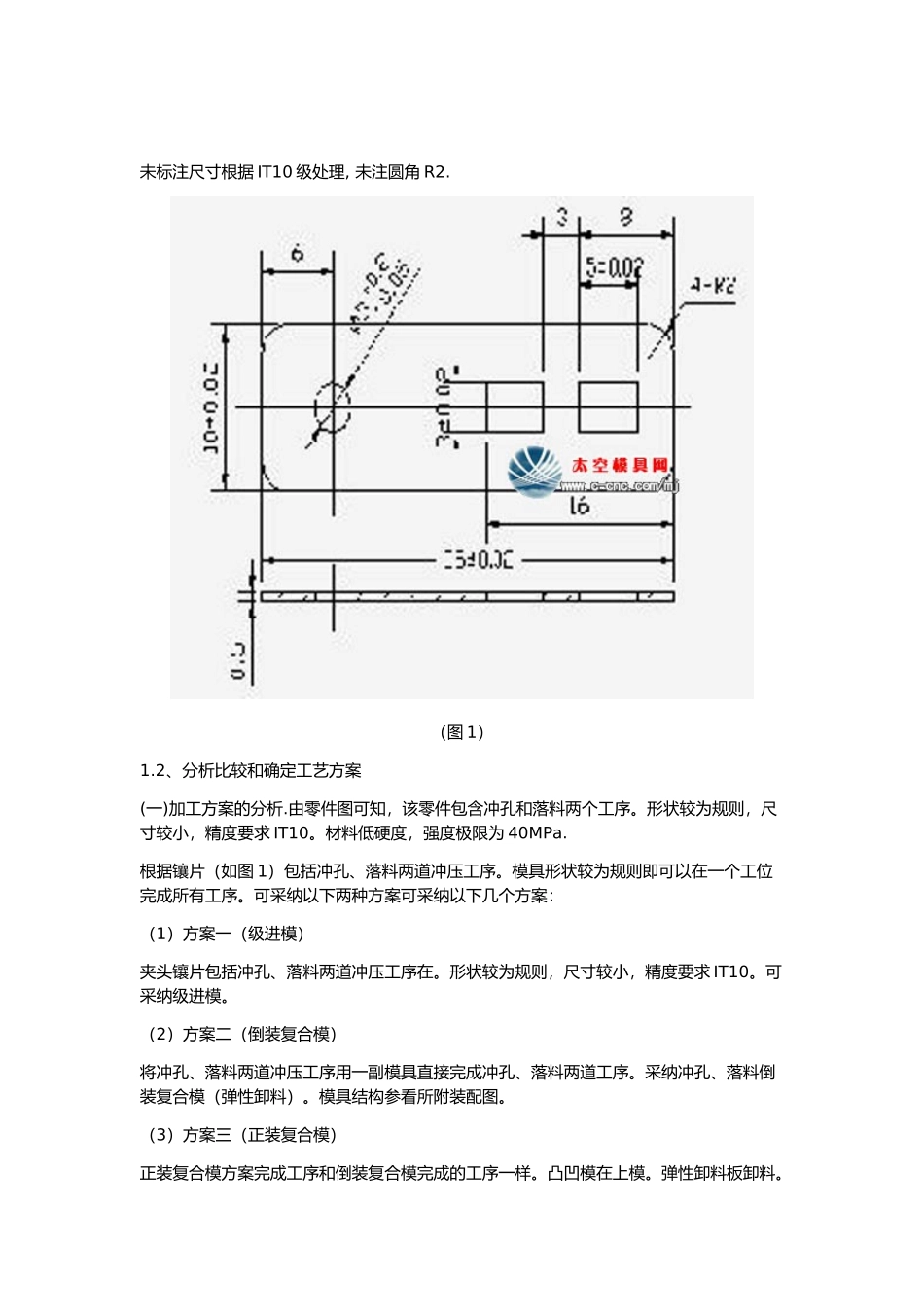
5mm未标注尺寸根据 IT10 级处理, 未注圆角 R2
(图 1)1
2、分析比较和确定工艺方案(一)加工方案的分析
由零件图可知,该零件包含冲孔和落料两个工序
形状较为规则,尺寸较小,精度要求 IT10
材料低硬度,强度极限为 40MPa
根据镶片(如图 1)包括冲孔、落料两道冲压工序
模具形状较为规则即可以在一个工位完成所有工序
可采纳以下两种方案可采纳以下几个方案:(1)方案一(级进模)夹头镶片包括冲孔、落料两道冲压工序在
形状较为规则,尺寸较小,精度要求 IT10
可采纳级进模
(2)方案二(倒装复合模)将冲孔、落料两道冲压工序用一副