塑料模具知识普与(有图好理解)塑料模具一般来说分为(注射模):二板模(即大水口模)三板模(即小水口模)热流道模 在模具设计中根据客户的要求和产品的进胶方式来确定用二板模还上用三板模
下面分别介绍二板模和三板模
一般来说一套模具分为:模具结构、成形零件、
浇铸系统、冷却系统、顶出系统、排气系统
模具结构 — 即为模架,是用来固定成形零件的
成形零件 — 即为模仁,入子,滑块等等用来成形制品的零件
浇铸系统 — 为塑料进入模具的流道和机嘴等零件
冷却系统 — 是用来控制模具温度的
也就是在模仁上的水路或其他用来冷却的设施
一般来说模仁上或者是模板上都应有水路
“顶出系统 — 是指顶针等用来顶出制品的机构和零件
排气系统 — 在成形时用来排出模具型腔中的空气的,避开在成形时使制品产生气泡和填充不满
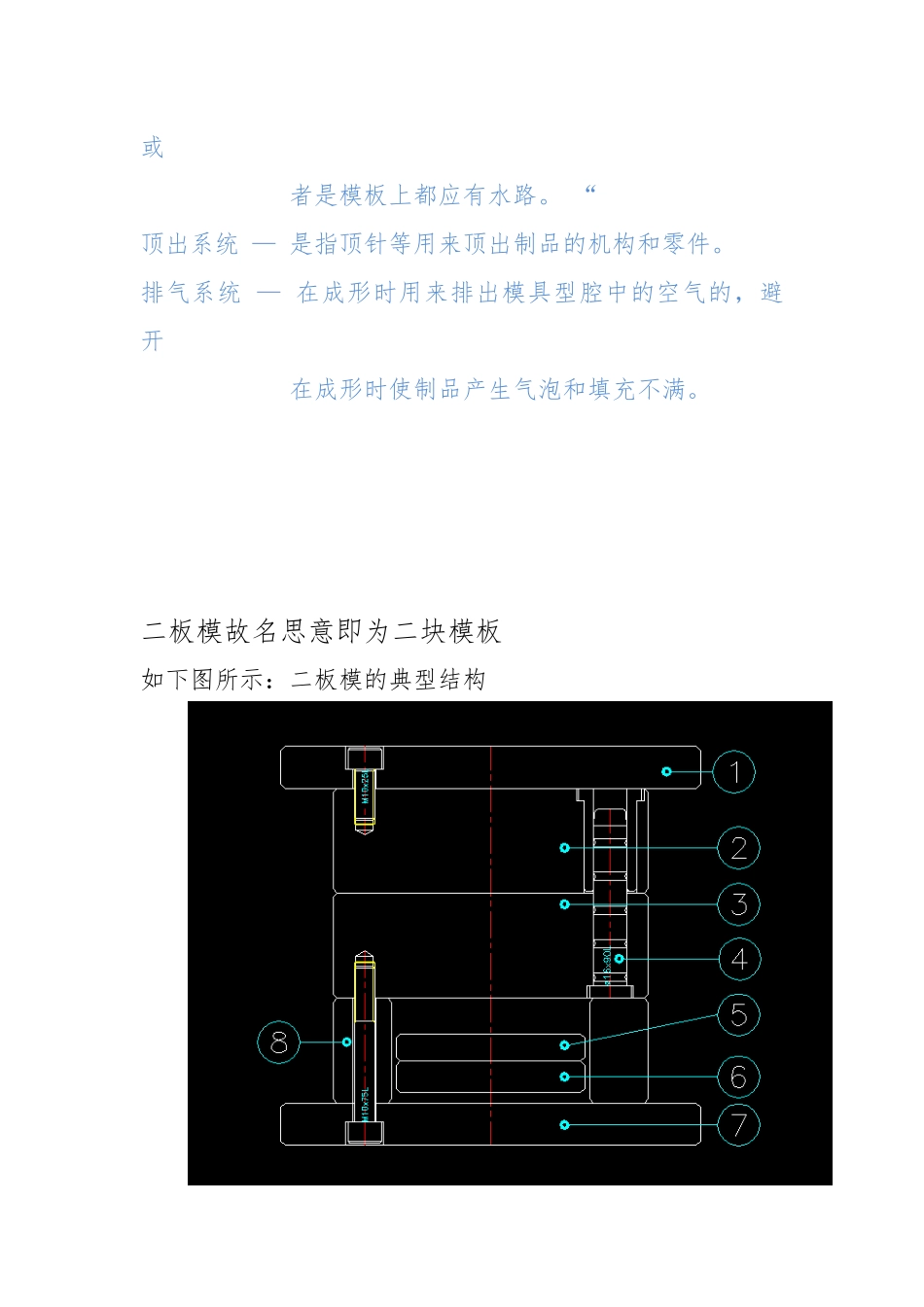
二板模故名思意即为二块模板如下图所示:二板模的典型结构图示 1:为上固定板 2:为母模板
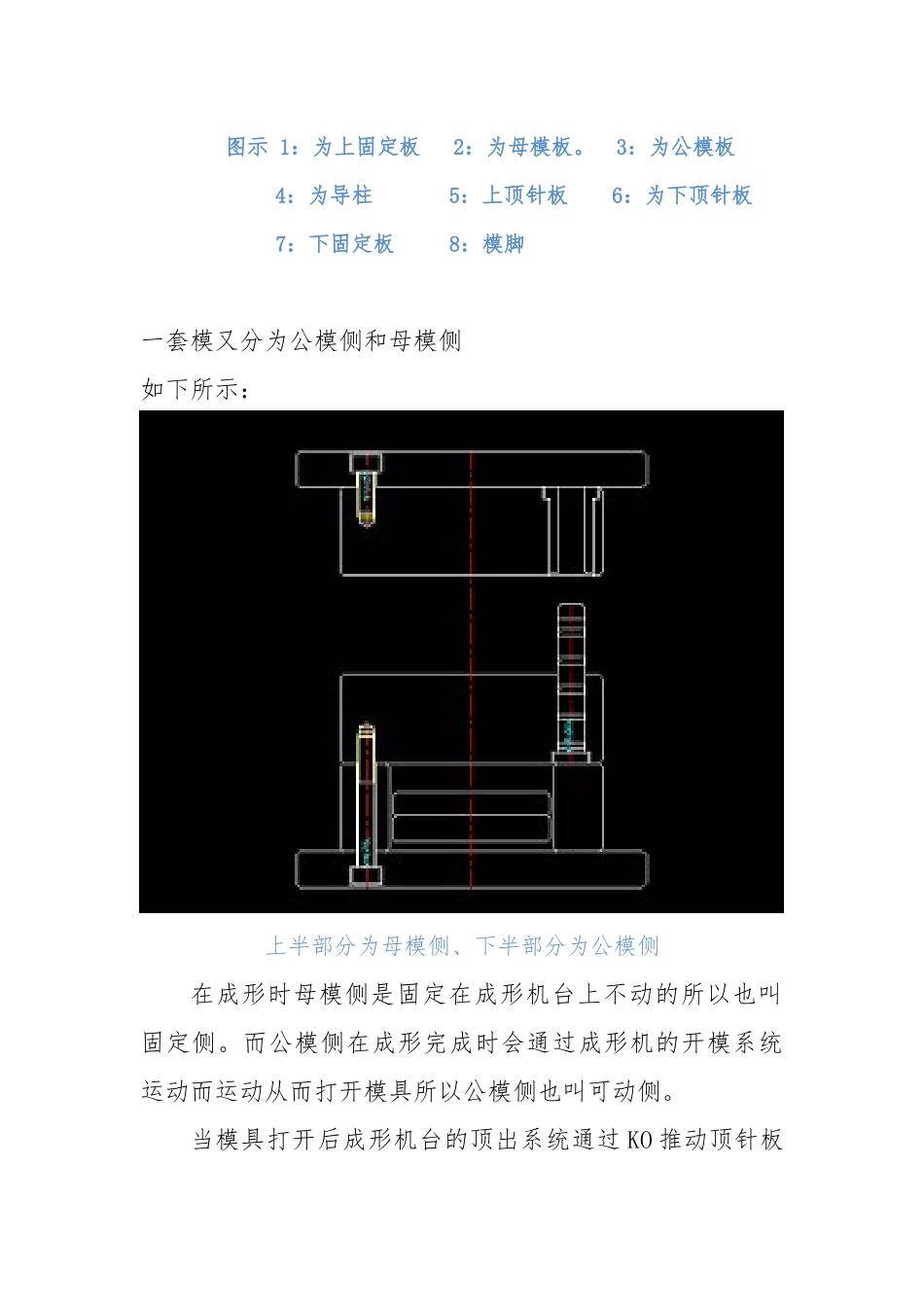
3:为公模板4:为导柱 5:上顶针板 6:为下顶针板7:下固定板 8:模脚一套模又分为公模侧和母模侧如下所示:上半部分为母模侧、下半部分为公模侧在成形时母模侧是固定在成形机台上不动的所以也叫固定侧
而公模侧在成形完成时会通过成形机的开模系统运动而运动从而打开模具所以公模侧也叫可动侧
当模具打开后成形机台的顶出系统通过 KO 推动顶针板从而顶出制品
下面为模具在成形时的运动过程
如图所示:合模状态开模状态顶出产品状态模具通过定位环定位在成形机台上,用螺丝锁紧
在合模时,顶出板是通过回位针和弹簧来进行复位的
在进行设计时弹簧一般下陷入公模板 20-40mm
具体情况视模具大小而定
弹簧一般预压 10-15mm
即弹簧长度等于顶针板至公模板的距离加上陷入公模板的长度加上 10-15mm
顶出板上为了使顶出平稳要加上中拖司,即顶板导柱导套
中拖司一般用标准型号,加在标准位置
为避开使顶出板