影响焊接质量的因素及解决方案 图 1 油箱近年来随着汽车、拖拉机、航空航天、建筑以及运输等工业的飞速进展,相应的工业设备在其产品结构、加工工艺及应用领域不断更新、进展,对产品的加工质量要求不断提高,电阻焊机已成为工业产品覆盖件及零部件加工的主要焊接设备
电阻焊机在生产过程中可以对各种形状的覆盖件产品进行焊接加工,实现工件的缝焊、凸焊、对焊和点焊的加工过程
它的优点是速度快、深度大、变形小而且生产效率高,并可实现柔性化和智能化控制,可对低碳钢板、合金钢板、镀层钢板和不锈钢板等进行有效地焊接,凭借其高效、独特的加工方式在工业生产过程当中得到了广泛的应用
电阻焊接过程较为复杂,包含了多种影响焊接质量的因素,如被焊材料、焊接电流、电极压力、焊接时间、设备冷却、电极材料、形状及尺寸、分流和工件表面状态等
假如操作人员在焊接生产过程中不能够掌握正确的焊接方法、技术参数和加工工艺,将给焊接质量控制带来较大的困难
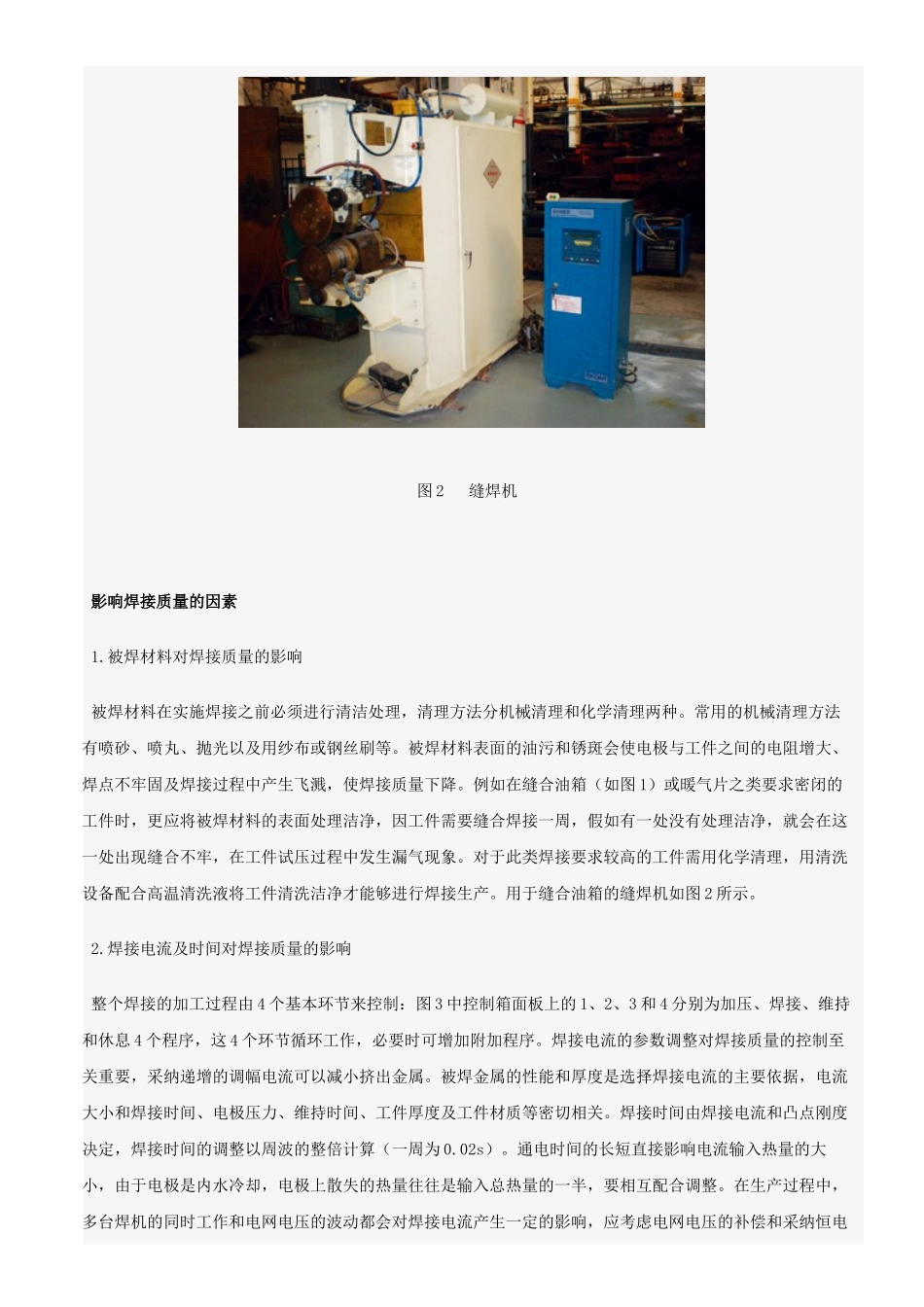
图 2 缝焊机影响焊接质量的因素1
被焊材料对焊接质量的影响被焊材料在实施焊接之前必须进行清洁处理,清理方法分机械清理和化学清理两种
常用的机械清理方法有喷砂、喷丸、抛光以及用纱布或钢丝刷等
被焊材料表面的油污和锈斑会使电极与工件之间的电阻增大、焊点不牢固及焊接过程中产生飞溅,使焊接质量下降
例如在缝合油箱(如图 1)或暖气片之类要求密闭的工件时,更应将被焊材料的表面处理洁净,因工件需要缝合焊接一周,假如有一处没有处理洁净,就会在这一处出现缝合不牢,在工件试压过程中发生漏气现象
对于此类焊接要求较高的工件需用化学清理,用清洗设备配合高温清洗液将工件清洗洁净才能够进行焊接生产
用于缝合油箱的缝焊机如图 2 所示
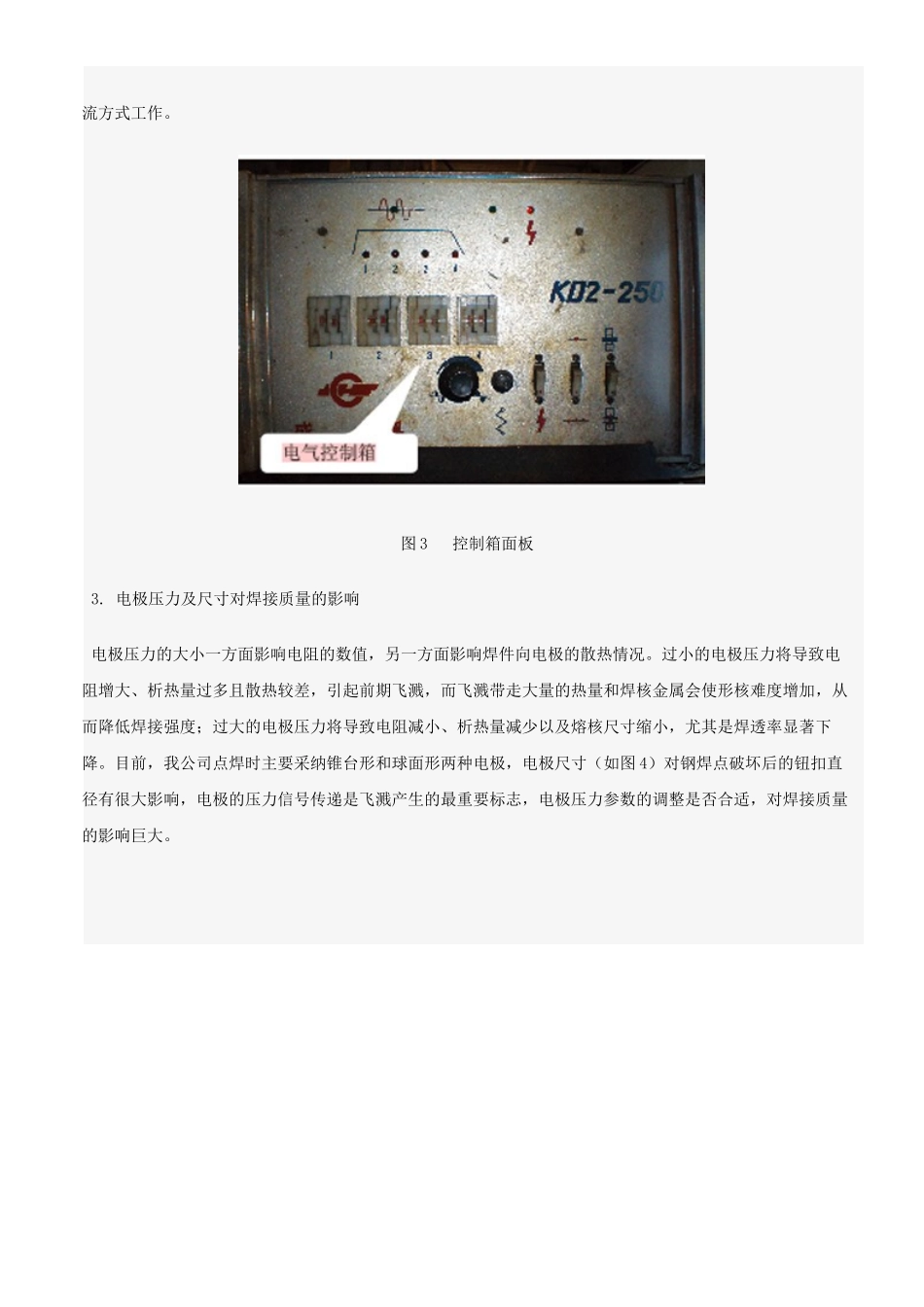
焊接电流及时间对焊接质量的影响整个焊接的加工过程由 4 个基本环节来控制:图 3 中控制箱面板上的 1、2、3 和 4 分别为加压、焊接、维持和休息 4 个程序,这