第一章数控技术国内外现状 它是数控系统通信向现场级的延伸、数字化通信取代 4—20ma 模拟信号、应用现场总线技术,要求现场设备智能化(可编程或可参数化):它既实现现场设备的远程控制、参数化及故障诊断为一体:由于现场总线具有开放性、互操作性、互换性、可集成性,因此是实现数控系统设备层信息集成的关键技术
它对提高生产效率、降低生产成本非常重要
目前在工业上采纳的现场总线有Profibus-DP , SERCOS ,JPCN-1 ,Deviconet, CAN, hterbus—>S,Marco 等
有的公司还有自己的总线,比如 FANUC 的 FSSB,工/OLINK(相当于 JPCN—>1),YASKAW^的 MOTIONLINK 等
目前比较活跃的是 Prof 主 bus-DP,为了允许更快的数据传送速度,它由 0S 工的七层结构省去 3-7 层构成
西门子最新推出 802D 的伺服控制就是由 Profibus-DP 控制的
4 功能不断进展和扩大 NC 技术经过 50 年的进展,已经成为制造技术进展的基础
这里以 FANUC 最先进的 CNC 控制系统 15i/150i 为例说明系统功能的进展
这是一台具有开放性,4 通道、最多控制轴数为 24 轴、最多联动轴数为 24 轴、最多可控制 4 个主轴的 CNC 系统
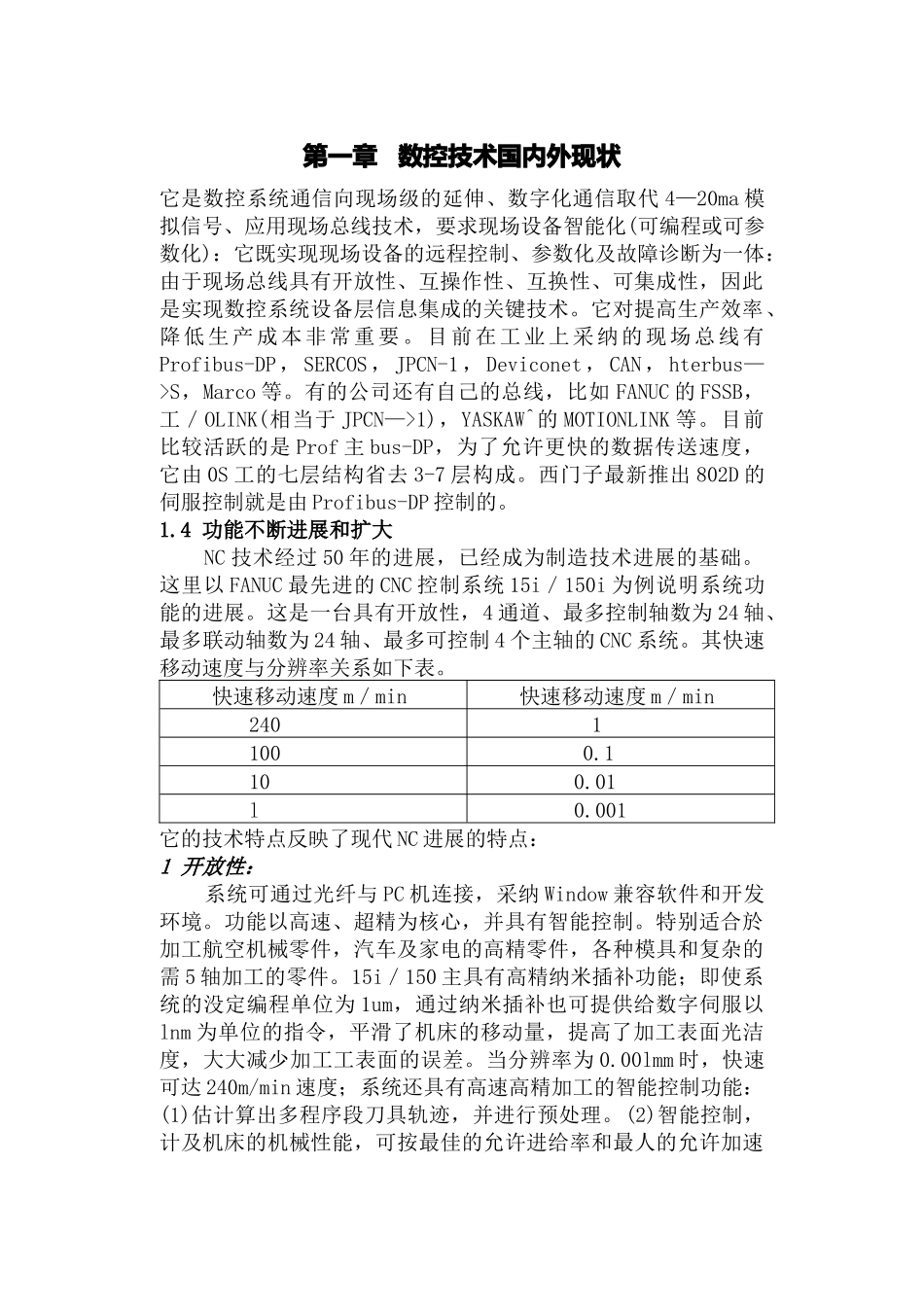
其快速移动速度与分辨率关系如下表
快速移动速度 m/min快速移动速度 m/min24011000
001它的技术特点反映了现代 NC 进展的特点: 1 开放性: 系统可通过光纤与 PC 机连接,采纳 Window 兼容软件和开发环境
功能以高速、超精为核心,并具有智能控制
特别适合於加工航空机械零件,汽车及家电的高精零件,各种模具和复杂的需 5 轴加工的零件
15i/150 主具有高精纳米插补功能;即使系统的没定编程单位为 1um,