新代弯管机操作说明书目录开机 1手动控制 2自动控制 3程序输入 4状态显示 7参数设定 8其他 9手动控制1
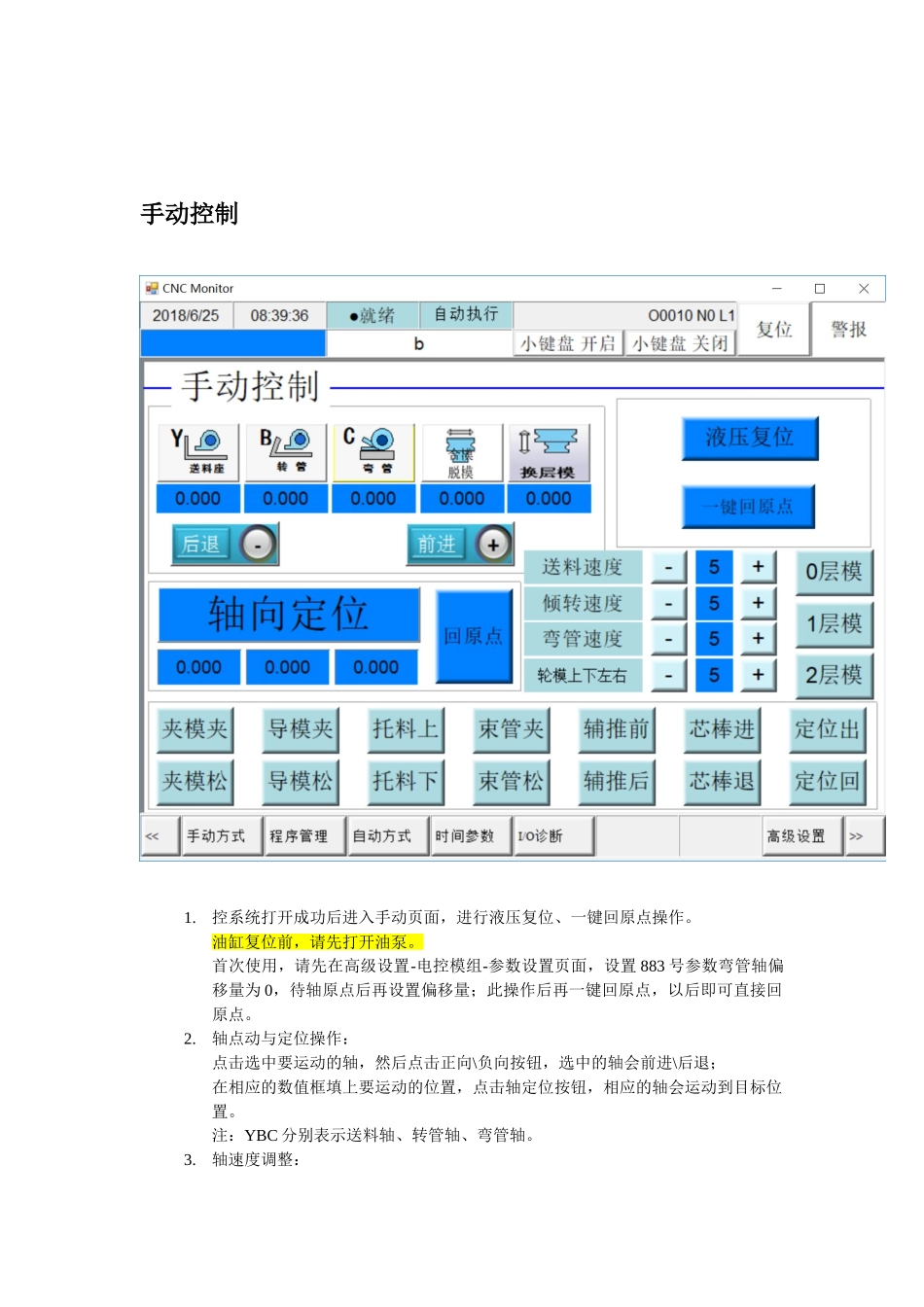
控系统打开成功后进入手动页面,进行液压复位、一键回原点操作
油缸复位前,请先打开油泵
首次使用,请先在高级设置-电控模组-参数设置页面,设置 883 号参数弯管轴偏移量为 0,待轴原点后再设置偏移量;此操作后再一键回原点,以后即可直接回原点
轴点动与定位操作:点击选中要运动的轴,然后点击正向\负向按钮,选中的轴会前进\后退;在相应的数值框填上要运动的位置,点击轴定位按钮,相应的轴会运动到目标位置
注:YBC 分别表示送料轴、转管轴、弯管轴
轴速度调整:通过按钮“+”与“-”,调整相应轴点动时的速度大小
数值越大,轴运动的速度越快
油缸点动操作:点击相应的油缸名称的按钮实现夹紧松开等油缸动作自动控制机械复位后进入自动,下一步设置好弯管程序与机械参数,即可进入自动方式弯管一、模式选择1
选择运行的模式,如“单步执行”、“半自动”、“全自动”等操作
点击“启动”开始加工
二、自动加工1
载入选中的加工文件,启动后显示当前加工步骤与后两步参数
在运行中显示各个轴的当前位置与剩余距离
加工总量设定、当前加工计数、每个管件的弯管时间
当前加工数和加工总量一致时,系统提示加工数量到达
清零按键可以将当前加工数清零
操作模式的设置:在运行时可以设置自动、半自动、单步;5
暂停:在全自动时按下暂停按钮停止机器运行
按运行启动开始机器运行
半自动:手动复位在弯管完成后要按运行再运行到弯管准备状态
全自动:弯管完成后直接到准备状态
程序输入机械参数(只有当更换模具时需要改动)1
最大行程:输入小车在原点位置炮筒到轮模中心距离(注意要算上束管夹深)2
轮模干涉:送料小车在允许能够到达的最前端坐标,单位 mm
托料干涉:从轮模中心到托料架的距离,小车