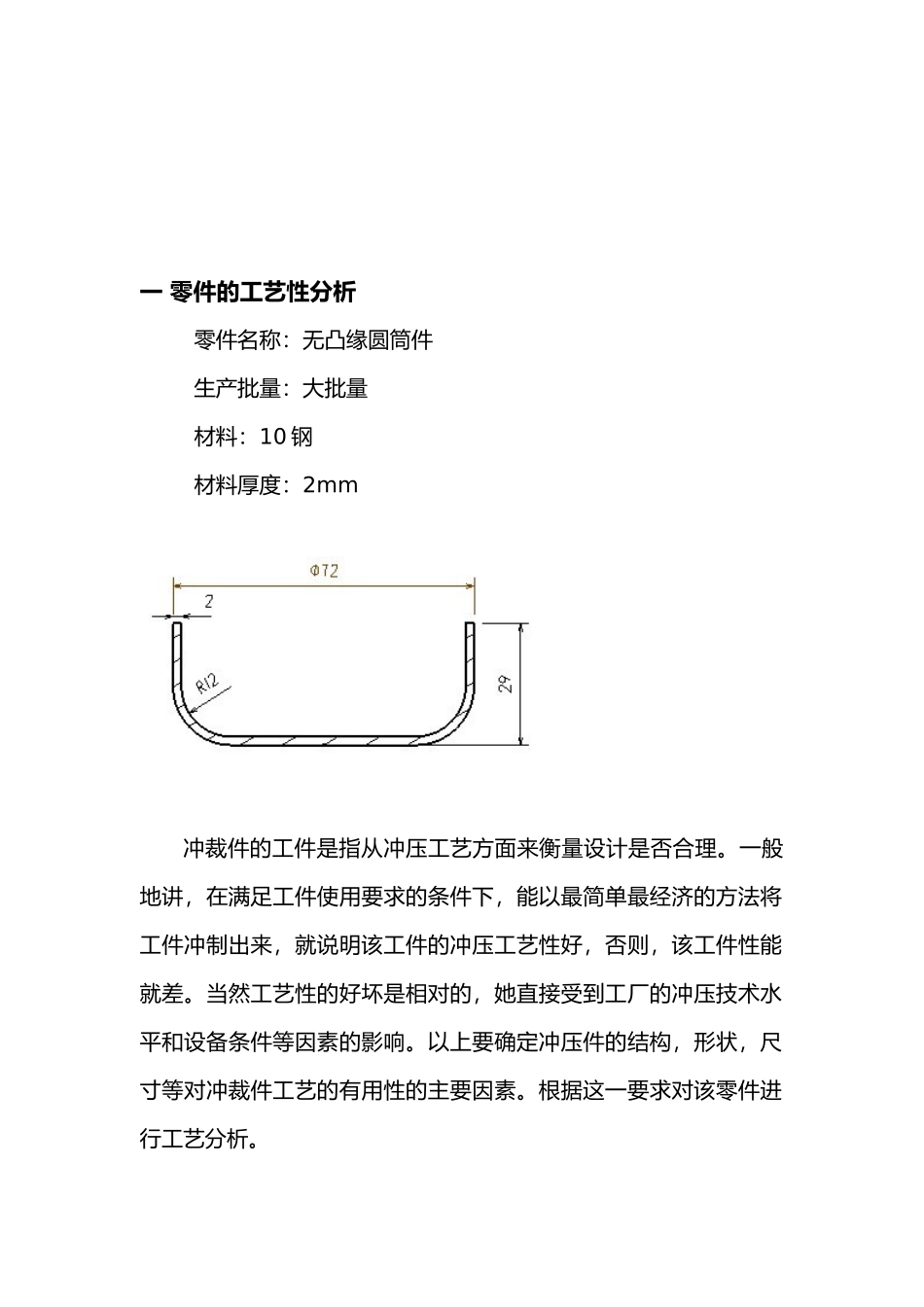
目 录一、零件的工艺性分析…………………………………………………2二、制定工艺方案 ……………………………………………………3三、主要工艺参数的计算 ……………………………………………3四、排样与材料利用率的计算 ………………………………………4五、冲压力的计算、压力中心的确定、压力机的选择 ……………6六、模具的总体设计 …………………………………………………8七、工作零件的尺寸的计算 ………………………………………9八、标准件的选用………………………………………………………16九、工作零件加工的工艺过程…………………………………………19十、冲压工艺卡片……………………………………………………21十一、模具的装调和模具的制造注意事项……………………………22十二、总结……………………………………………………………24十三、参考文献………………………………………………………25一 零件的工艺性分析零件名称:无凸缘圆筒件生产批量:大批量材料:10 钢材料厚度:2mm 冲裁件的工件是指从冲压工艺方面来衡量设计是否合理
一般地讲,在满足工件使用要求的条件下,能以最简单最经济的方法将工件冲制出来,就说明该工件的冲压工艺性好,否则,该工件性能就差
当然工艺性的好坏是相对的,她直接受到工厂的冲压技术水平和设备条件等因素的影响
以上要确定冲压件的结构,形状,尺寸等对冲裁件工艺的有用性的主要因素
根据这一要求对该零件进行工艺分析
零件尺寸公差无要求,故按 IT14 级选取,利用普通冲裁方式可达到图样要求
由于该工件外形简单,形状规则,适于冲裁加工
材料为 10 钢,厚度为 2mm
二 制定工艺方案 一般对于这样的工件,通常采纳先落料,后拉深的加工方法,采纳这种方法加工的工件外观平整毛刺小产品质量高
由于该工件的生产批量为大批量生产,假如把二道工序放在一起,可以大大提高生产效率并减轻工作