四、软件设计 174
1 供料站的要求本项目只考虑供料单元作为独立设备运行时的情况,单元工作的主令信号和工作状态显示信号来自 PLC 旁边的按钮/指示灯模块
并且,按钮/指示灯模块上的工作方式选择开关 SA 应置于“单站方式”位置
具体的控制要求为:① 设备上电和气源接通后,若工作单元的两个气缸均处于缩回位置,且料仓内有足够的待加工工件,则“正常工作”指示灯 HL1 常亮,表示设备准备好
否则,该指示灯以 1Hz 频率闪耀
② 若设备准备好,按下启动按钮,工作单元启动,“设备运行”指示灯 HL2 常亮
启动后,若出料台上没有工件,则应把工件推到出料台上
出料台上的工件被人工取出后,若没有停止信号,则进行下一次推出工件操作
③ 若在运行中按下停止按钮,则在完成本工作周期任务后,各工作单元停止工作,HL2 指示灯熄灭
④ 若在运行中料仓内工件不足,则工作单元继续工作,但“正常工作”指示灯 HL1 以1Hz 的频率闪耀,“设备运行”指示灯 HL2 保持常亮
若料仓内没有工件,则 HL1 指示灯和 HL2 指示灯均以 2Hz 频率闪耀
工作站在完成本周期任务后停止
除非向料仓补充足够的工件,工作站不能再启动
要求完成如下任务
1、规划 PLC 的 I/O 分配及接线端子分配
2、进行系统安装接线
3、按控制要求编制 PLC 程序
4、进行调试与运行
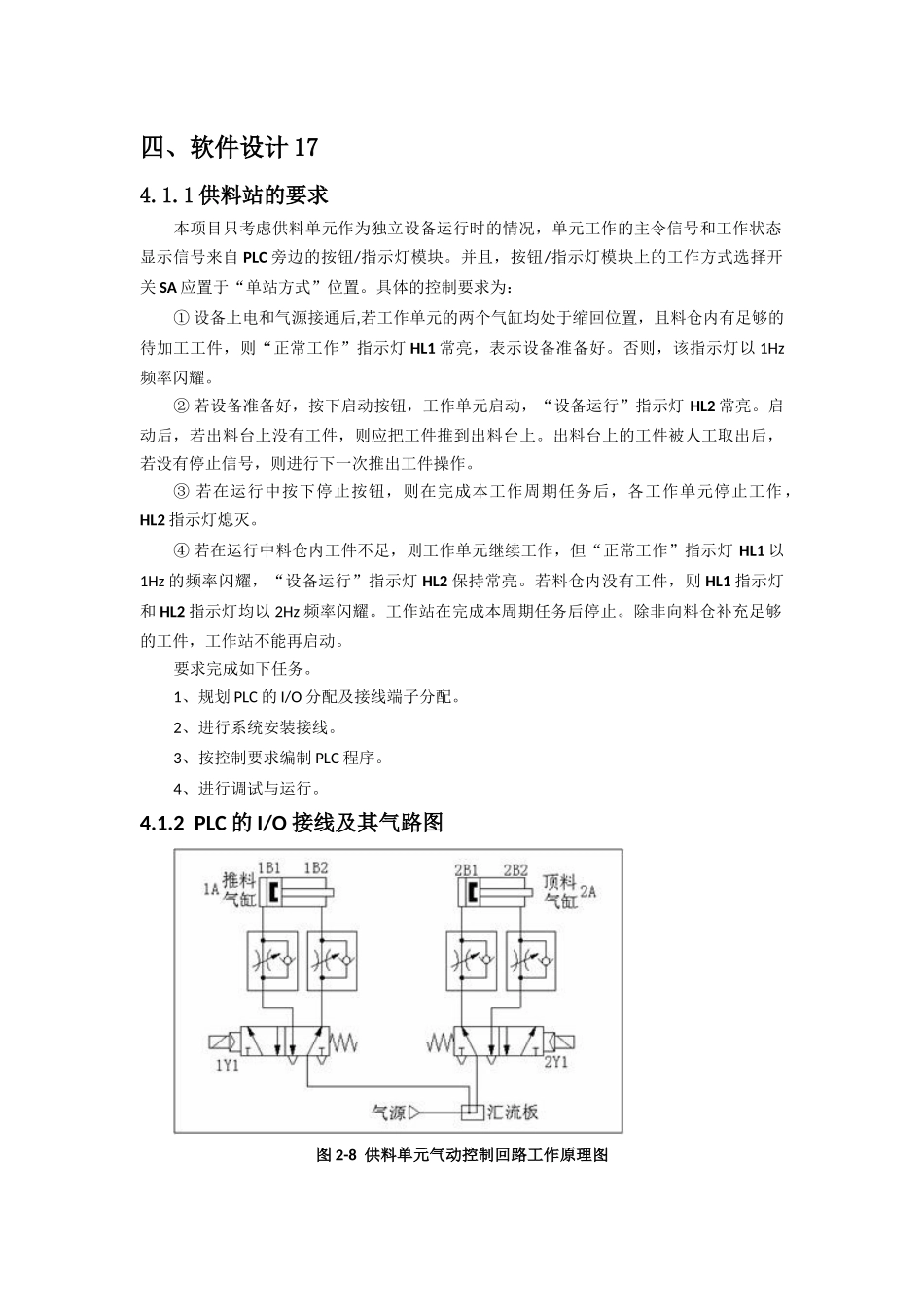
2 PLC 的 I/O 接线及其气路图图 2-8 供料单元气动控制回路工作原理图根据工作单元装置的信号分配(表 2-1)和工作任务的要求,供料单元 PLC 选用 S7-224 AC/DC/RLY 主单元,共 14 点输入和 10 点继电器输出
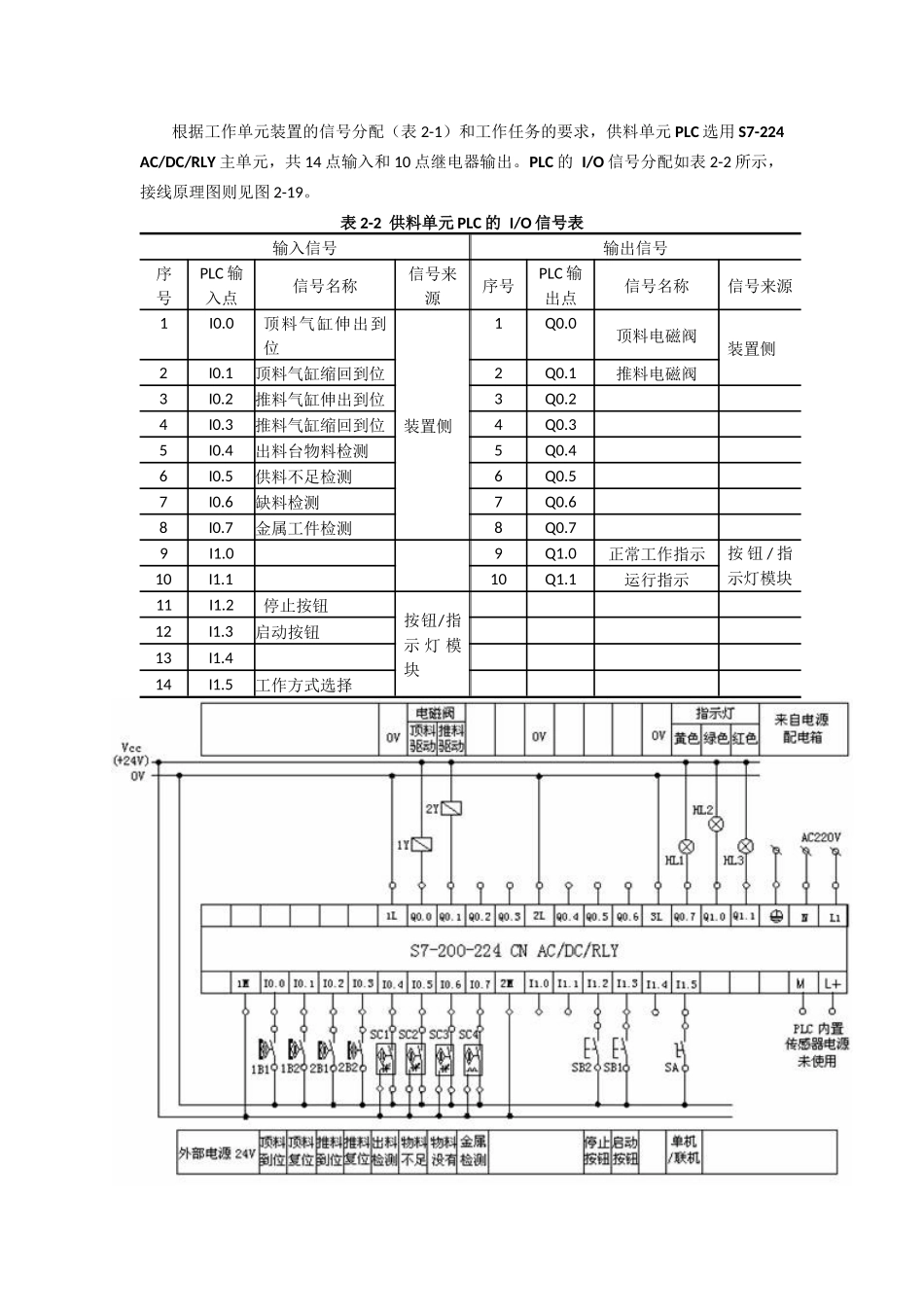
PLC 的 I/O 信号分配如表 2-2 所示,接线原理图则见图 2-19
表 2-2 供料单元 PLC 的 I/O 信号表输入信号输出信号序号PLC 输入点信号名称信号来源序号PL