零件的分析 11
1 零件的作用 11
2.零件的工艺分析与其技术要求 12
工艺规程设计 32
确定毛坯的制造形式与毛坯尺寸确定的 32
基面的选择 42
制定工艺路线 52
机械加工余量、工序尺寸 62
确定切削用量与基本工时 8总结 13参考文献 141
零件的分析1
1 零件的作用活塞是曲柄连杆机构中的重要零件之一,是发动机的心脏,它主要有三个作用
第一是使发动机作功;第二是密封,它能使发动机活塞顶以上的空间保持密封,使发动机能连续工作;第三是传热,它能将发动机点燃爆发时的高温传给气缸,再由气缸壁外侧水套的循环水将热量带走
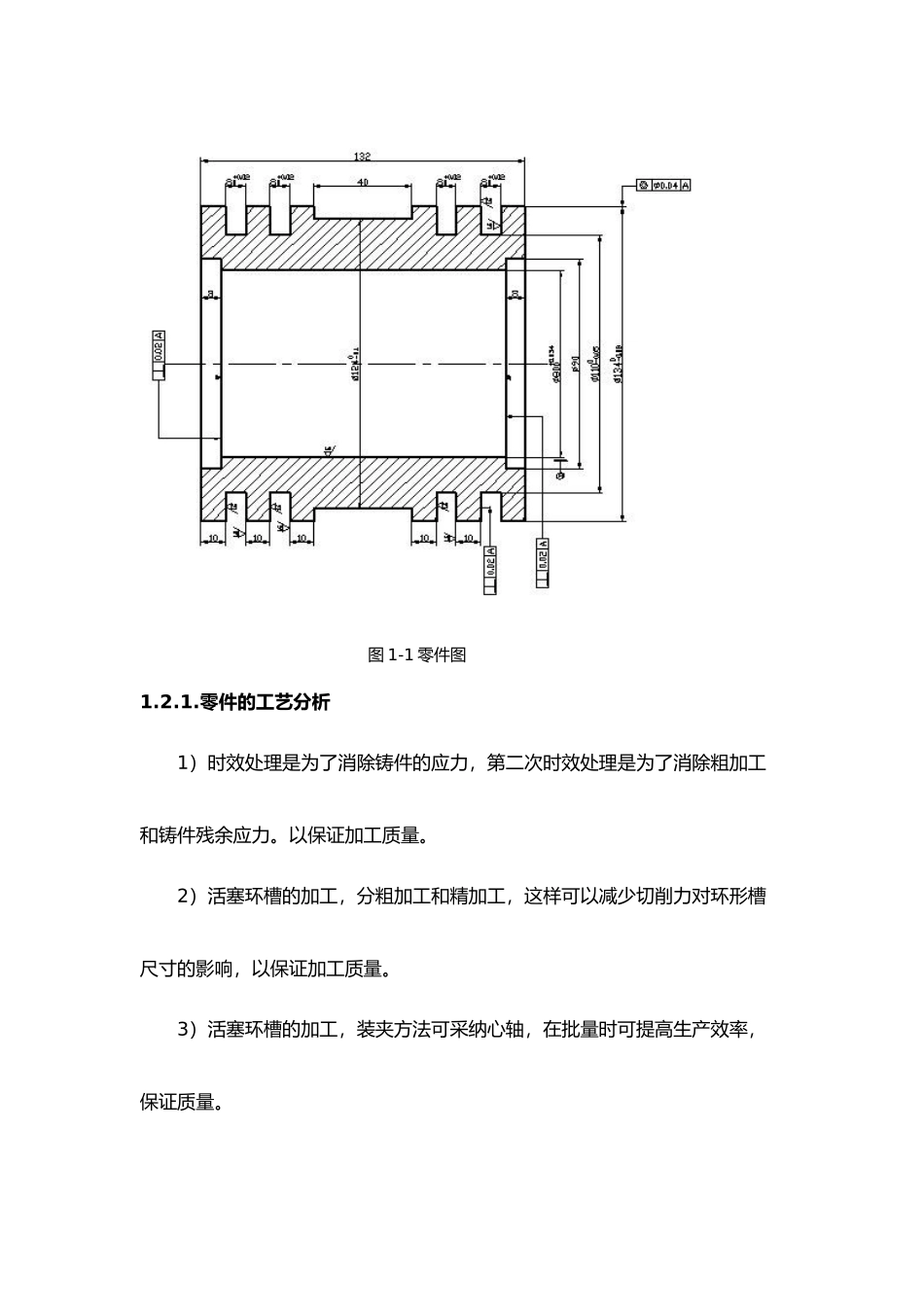
2.零件的工艺分析与其技术要求图 1-1 零件图1
零件的工艺分析1)时效处理是为了消除铸件的应力,第二次时效处理是为了消除粗加工和铸件残余应力
以保证加工质量
2)活塞环槽的加工,分粗加工和精加工,这样可以减少切削力对环形槽尺寸的影响,以保证加工质量
3)活塞环槽的加工,装夹方法可采纳心轴,在批量时可提高生产效率,保证质量
4)活塞环槽尺寸检验,采纳片塞规进行检查,片塞规分为通端和止端两种
片塞规具有综合检测功能,即能检查尺寸精度,同时也可以检查环槽两面是否平行,如不平行,片塞规在环槽不能平滑移动
5)活塞环侧面与轴心线的垂直度检验,可采纳心轴装夹工件,再将心轴装夹在两顶尖之间,这时转动心轴,用杠杆百分表测每一环槽的两个侧面,所测读数最大与最小差值,即为垂直度误差
6)活塞外圆mm 与mm 轴心线的同轴度检验,可采纳心轴装夹工件,再将心轴装夹在两顶尖之间,这时转动心轴,用百分表测出活塞外圆跳动的读数最大与最小差值,即为同轴度误差
零件的技术要求(1)活塞环槽侧面与mm 轴心线的垂直度公差为 0
02mm;(2)活塞外圆mm 与mm 轴心线的同轴度公差为0
04mm;(3) 左右