常压二次蒸汽回收利用普利司通(沈阳)轮胎有限公司生产厂区案例研究目的:通过对普利司通(沈阳)轮胎有限公司二次蒸汽回收利用项目的监测、研究,着重从技术原理、工艺特点、经济效益及市场前景等方面进行综合评价,结合不同行业、不同工艺产生二次蒸汽的共性和个性,分析推广应用该技术的可行性和必要性
项目总投资:该项目总投资 96
节能效果:项目实施后,每年节约 2728 吨标准煤,减排 C027102 吨,可获经济效益 126万元
投资回收期:投资回收期为 10 个月
适用对象:轮胎行业:内胎加热高温高压循环水排入常压罐时产生的二次蒸汽;硫化机蒸汽硫化过程产生高温冷凝水,冷凝水排入常压罐时产生的二次蒸汽
啤酒行业:糖化车间煮沸锅、糖化锅、糊化锅加热蒸发过程中产生的二次蒸汽
造纸行业:蒸球在原料蒸煮过程完成后排放的工艺乏汽
案例源企业:普利司通(沈阳)轮胎有限公司监测单位:云南省能源利用监测中心案例分析概述:普利司通(沈阳)轮胎有限公司是由日本普利司通公司、沈阳橡胶三厂和日本三井物产共同出资的大型合资企业,生产全钢丝载重子午胎,年生产能力达 70 万条
该公司 2 台 20t/h 锅炉,一用一备,硫化机是主要用汽设备,供汽压力为 IMPa,供汽量在 18t/h 左右
该公司轮胎硫化生产工艺是轮胎在硫化机上被加热硫化,加热轮胎的过程有内胎热水加热和外部模具蒸汽加热两部分
外部模具蒸汽加热产生的冷凝水采用开式回收,当高温冷凝水(150°C)排放到常压冷凝水罐时,产生大量的二次蒸汽;硫化机加热内胎的高温高压循环热水排放到常压水罐时也产生的二次蒸汽
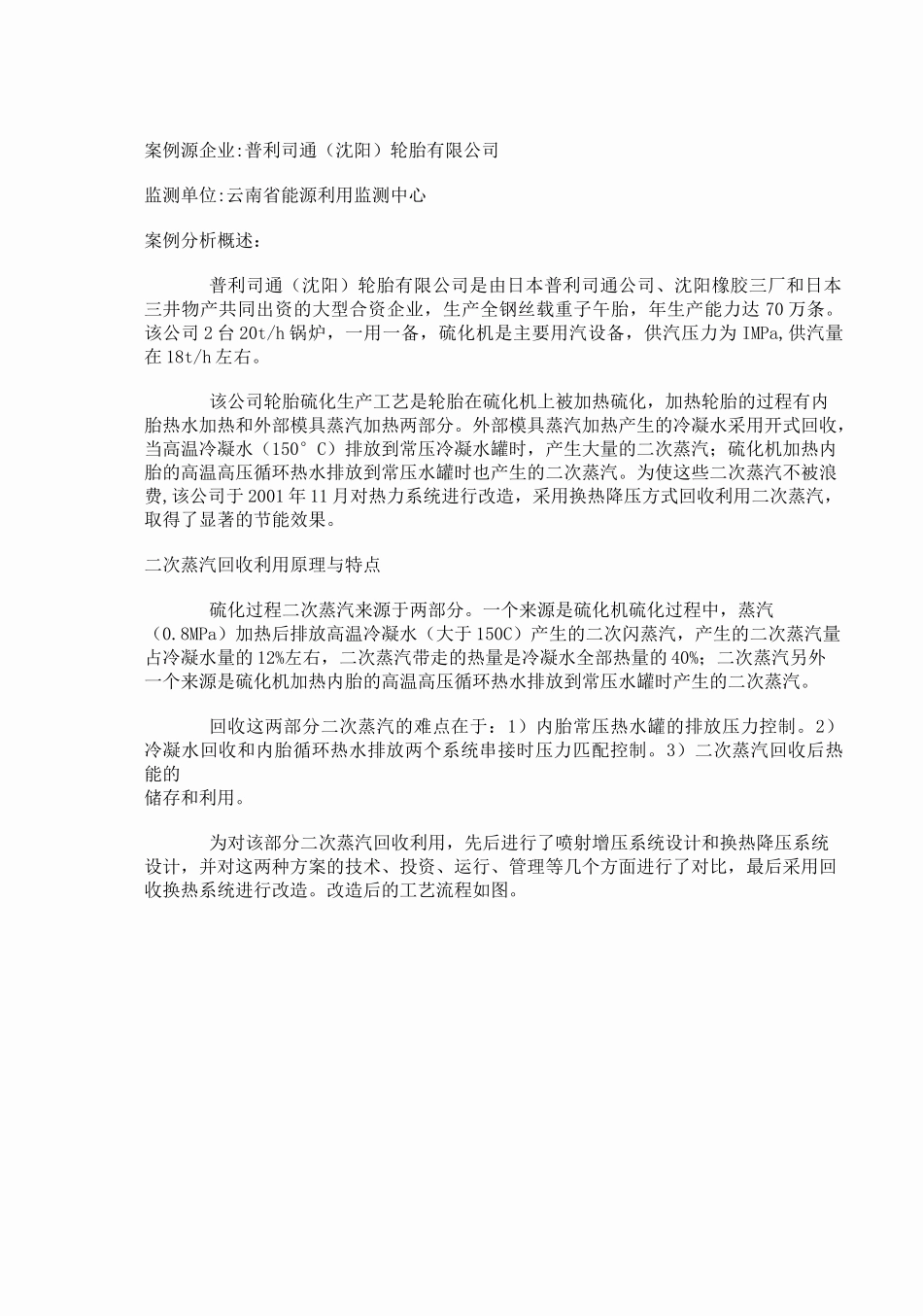
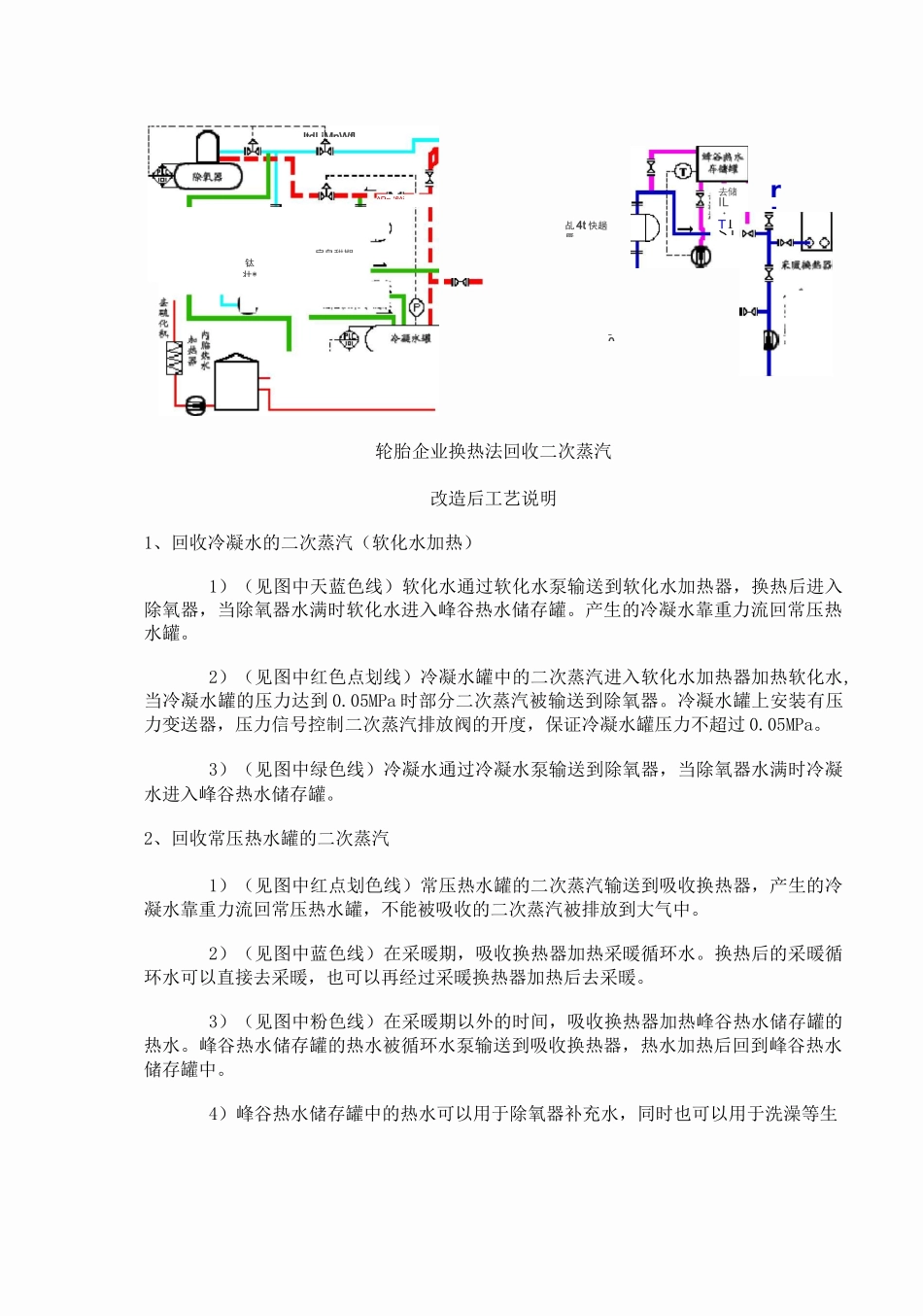
为使这些二次蒸汽不被浪费,该公司于 2001 年 11 月对热力系统进行改造,采用换热降压方式回收利用二次蒸汽,取得了显著的节能效果
二次蒸汽回收利用原理与特点硫化过程二次蒸汽来源于两部分
一个来源是硫化机硫化过程中,蒸汽(0
8MPa)加热