液压系统管道施工工艺XXXX公司XXXX年 X月1
液压管道的安装工艺流程 12
施工过程说明 12
1 管材验收 12
2 预酸洗 12
3 管道安装 22
4 液压管道焊接 22
5 探伤检查 32
6 组成回路 32
7 吹扫试漏 42
8 循环酸洗方法 42
9 油冲洗 52
10 设备联接与调试 661
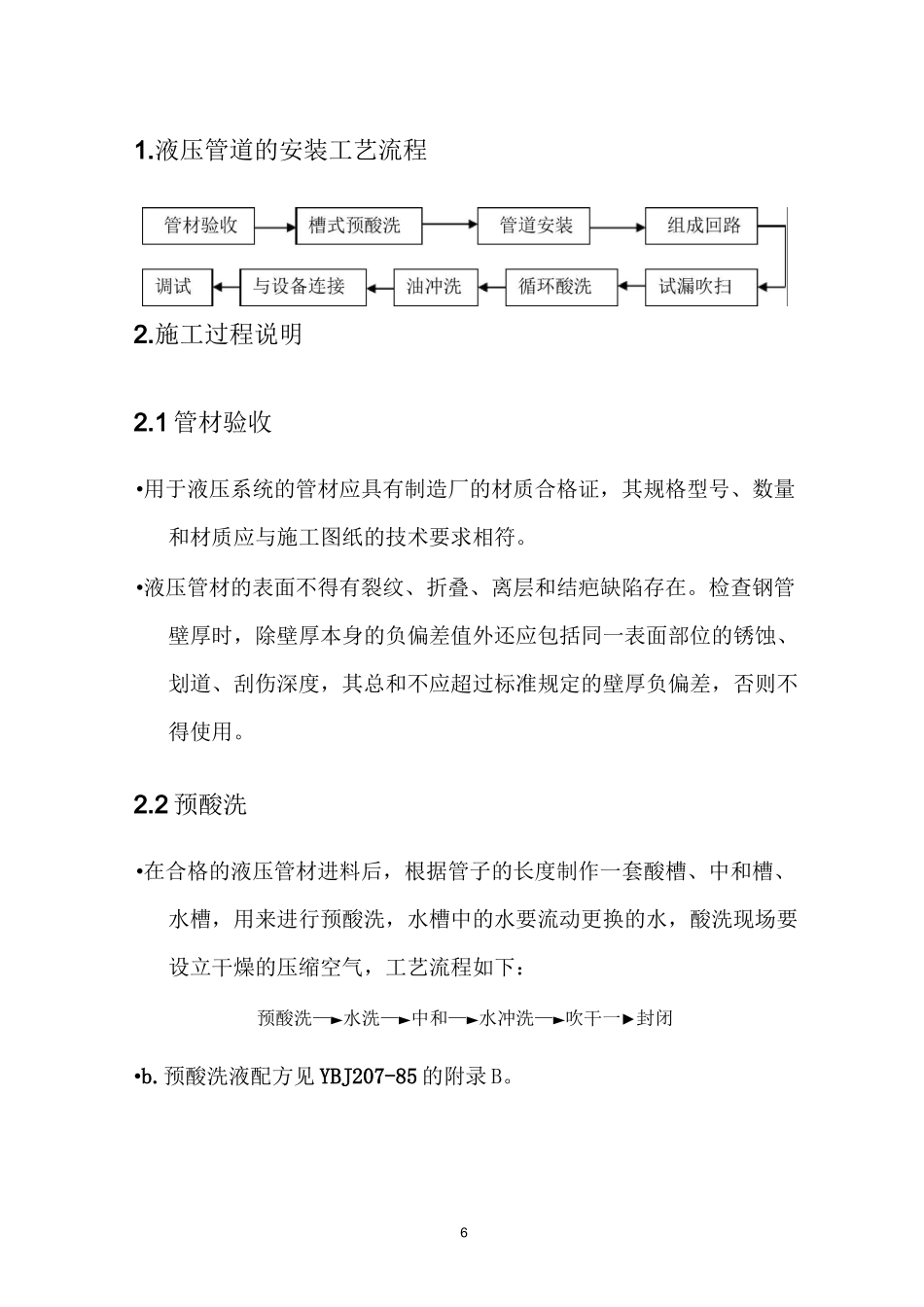
液压管道的安装工艺流程2
施工过程说明2
1 管材验收•用于液压系统的管材应具有制造厂的材质合格证,其规格型号、数量和材质应与施工图纸的技术要求相符
•液压管材的表面不得有裂纹、折叠、离层和结疤缺陷存在
检查钢管壁厚时,除壁厚本身的负偏差值外还应包括同一表面部位的锈蚀、划道、刮伤深度,其总和不应超过标准规定的壁厚负偏差,否则不得使用
2 预酸洗•在合格的液压管材进料后,根据管子的长度制作一套酸槽、中和槽、水槽,用来进行预酸洗,水槽中的水要流动更换的水,酸洗现场要设立干燥的压缩空气,工艺流程如下:预酸洗—►水洗—►中和—►水冲洗—►吹干一►封闭•b
预酸洗液配方见 YBJ207-85 的附录 B
3 管道安装•液压管道切割必须采用机械切割方法
•液压管道切割表面必须平整,不得有裂纹、重皮
管端的切屑粉末、毛刺溶渣、氧化皮等必须清除干净
•液压管子应采用冷弯(一般采用液压弯管机弯制)
•弯管的最小弯曲半径应不小于管外径的 3 倍,管子工作压力高,弯曲半径宜大
4 液压管道焊接1)坡口形式:I 形坡口 j 一 b|§厚度§在 1〜3mm 之间时,坡口尺寸 b为 0〜1
5mmaY 形坡口|' [孑 | § 厚度§在 3〜26mm 之间时,b~Pb 为 0〜3mm,P 为 1〜4mm,a 为40°〜60°
2)焊接方法液压管道包括碳钢管、不锈钢管和铜管三种,具体焊接方法如下:碳钢管直径 0248mm 的碳钢管,采用弧焊打底打底,电焊盖面;直径eV4