毕业答辩论文基于 INTOUCH 组态软件的小车自动往返循环控制系统设计基于 INTOUCH 组态软件的小车自动往返循环控制系统设计1 引言70 年代后期,随着微电子技术和计算机技术的迅猛进展,使 PLC 从开关量的逻辑控制扩展到数字控制及生产过程控制域,真正成为一种电子计算机工业控制装置,故称为可编程控制器
随着现代工业设备的自动化越来越多的工厂设备采纳 PLC,变频器,人机界面自动化器件来控制,因此自动化程度越来越高
送料小车控制系统使用了 PLC 控制,采纳了 MODBUS 通信协议实现 PLC 与InTouch 之间的通讯
被控对象是送料车,属于自动循环控制系统,该系统能安全、可靠运行的情况,实现计算机自动监控
2 总体方案设计本系统采纳了 PLC 控制原理,设计总体控制方案,用 INTOUCH 组态软件进行实时控制的监控
2.1 送料车自动循环控制系统的构成送料车由电动机拖动,电动机正转车子前进,电动机反转车子后退
在装料和卸料的地方有限位开关来实现,当小车到达卸料处时,碰到限位开关SQ2,实现小车的停车和卸料动作;当小车到达装料出时,碰到限位开关 SQ1,实现小车的装料动作
2.2 工作过程(1)第一次按下送料按钮,预先装满料的小车前进送料到达卸料处(SQ2)自动停下来卸料
(2)经过卸料所需设定的时间t 2 延时后,车子则自动的返回到装料处(SQ1)
(3)经过装料所需设定的时间t 1 延时后,车子自动的再次前进送料,卸完料后车子又自动返回装料,如此自动往返循环送料
当输入为停止信号时,系统将停止运行
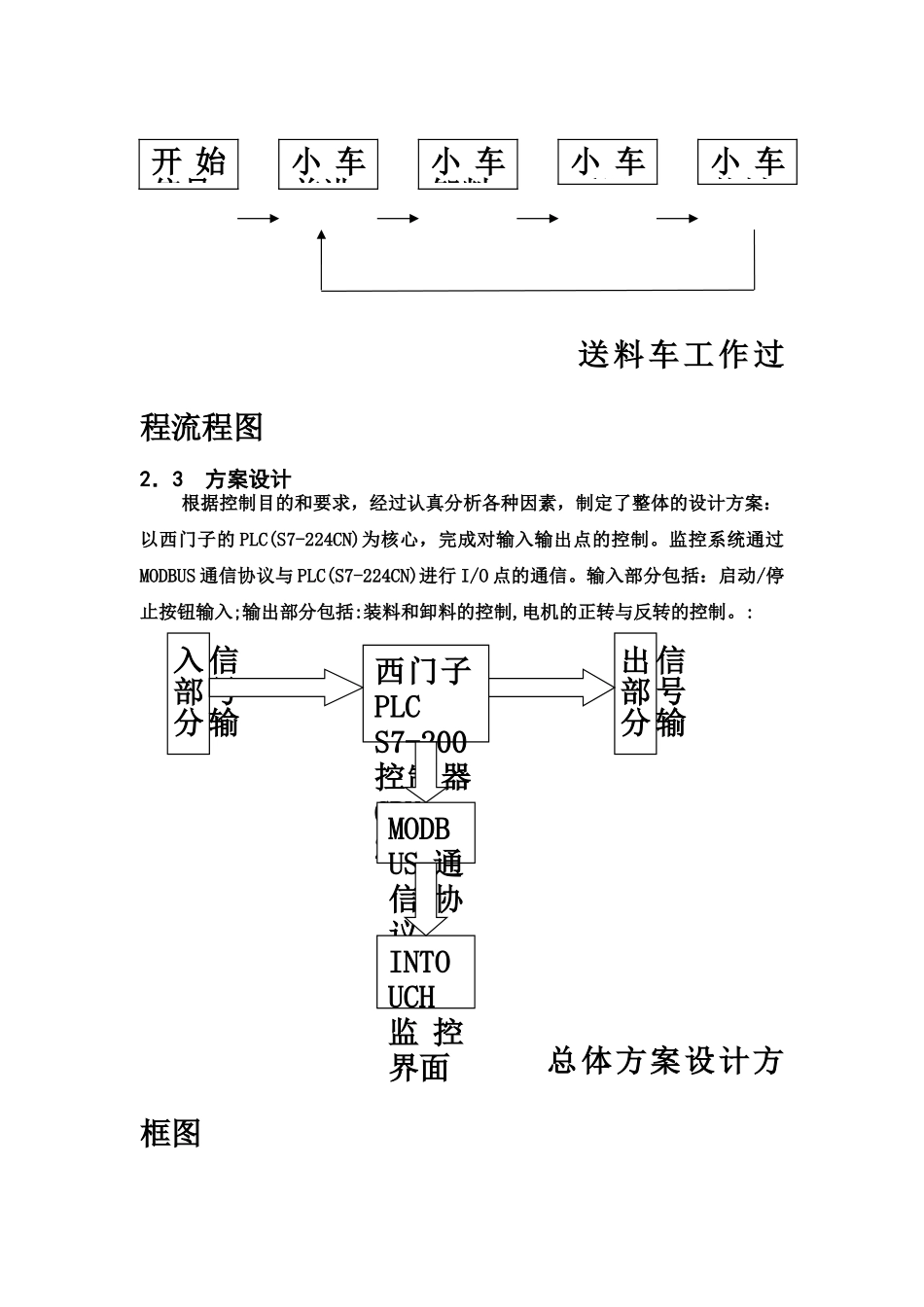
: 送料车工作过程流程图2.3 方案设计根据控制目的和要求,经过认真分析各种因素,制定了整体的设计方案:以西门子的 PLC(S7-224CN)为核心,完成对输入输出点的控制
监控系统通过MODBUS 通信协议与 PLC(S7-224CN)进行 I/O 点的通信