生极板化成工艺规程(机涂板)一、范围:本工艺规程适用于电动助力车用铅酸蓄电池生极板的化成、浸渍、干燥
二、原材料:1、正、负生极板:(应符合公司生极板质量要求)2、稀硫酸、硼酸、纯水
三、化成前准备:1、工作前穿戴好劳动保护用品
2、检查充电设备运行是否正常,检查充电设备输出线的极性是否正确,接触是否良好
3、将生极板及生产工具准备好,并运至指定的地点
4、调整化成槽内的电解液密度到规定值:d25℃=****g/cm3,及液面高度调整至一致
四、操作方法和工艺要求:1、把合格的生极板**—**片平放在指定位置上,在搬运摆放生极板时应做到轻拿轻放,不得损坏生极板
2、用钢丝刷清理极耳及生极板两边余膏,刷干净
3、插片时先插正极板,后插负极板,要求轻插轻放,以免造成极耳处弯曲,损伤极板
4、同一槽内同性极板为并联,即极耳在同一方向,防止反插及插错
5、正、负生极板入槽后,除挂耳处应全部浸入化成液内,绝不允许有活性物质暴露空气中
6、每槽下完后,操作人员应自己检查是否有未下到位生极板或漏插生极板现象,并及时处理
下槽剩余生极板应正、负分开,不得混放,要及时归位于指定地点
7、化成值班人员认真检查是否有未下到位生极板,及时处理,电解液液面是否达到工艺要求,再补充离子水,调整液面保持水平一致
8、确认无误,把充电机运行状态调整到第一阶段,反充电进行启动充电,充电过程应特别注意正挂、反挂是否正确,充电极性是否正确
9、从插片到接通电源进行反充电不得超过**小时,开机前检查电源正、负极与生极板接触是否正确,经检查无误后方可进行下一步操作
10、值班人员每隔**小时巡查一次化成情况,发现短路极板边框露出液面,立即处理,及时补水
11、生极板化成应按所需化成的极板型号所需的化成电流进行充、放电,严禁极板型号混杂及电流差错
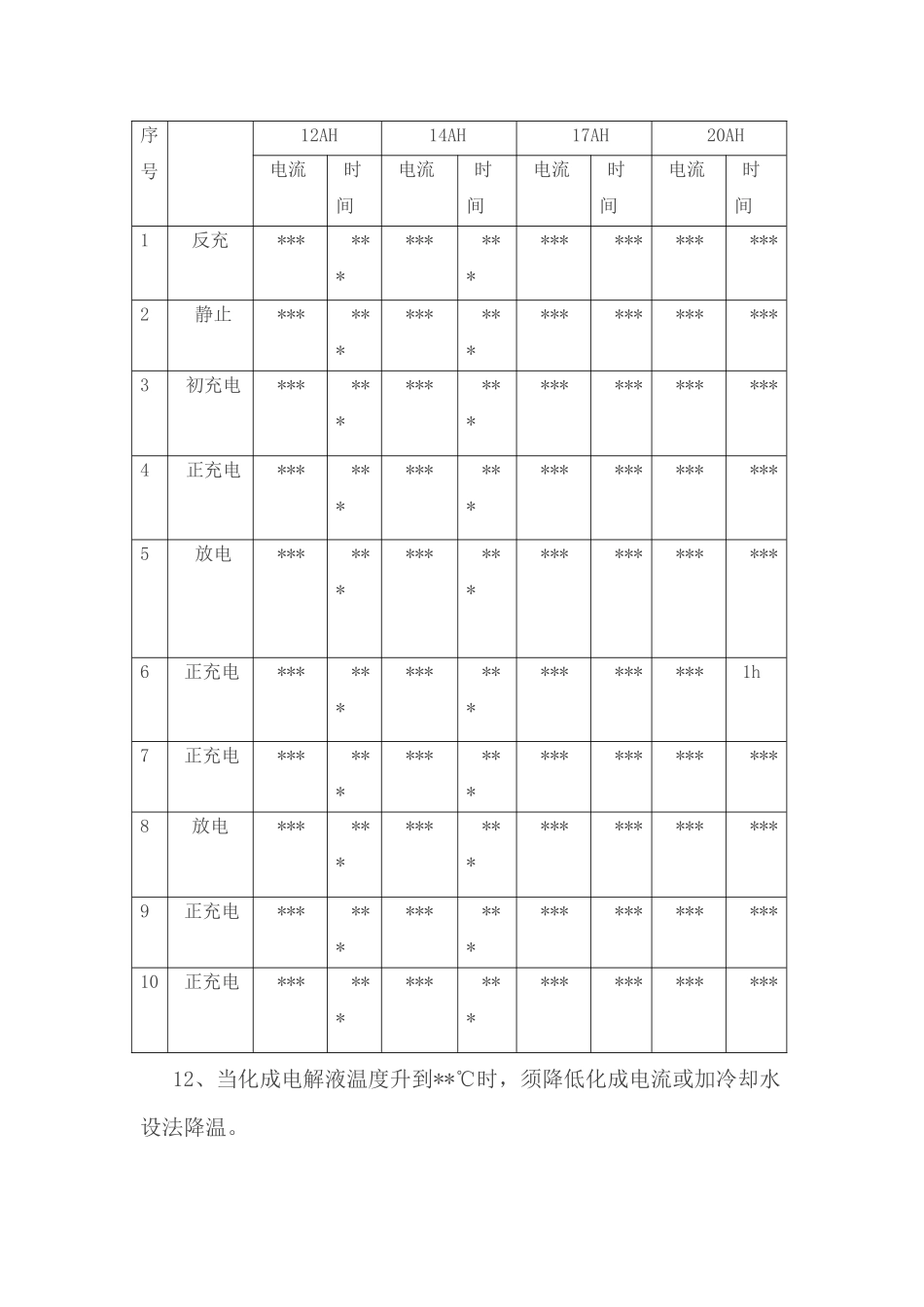
化成充、放电电流及时间要求注:(按正极板片数:20片计)序号12AH1