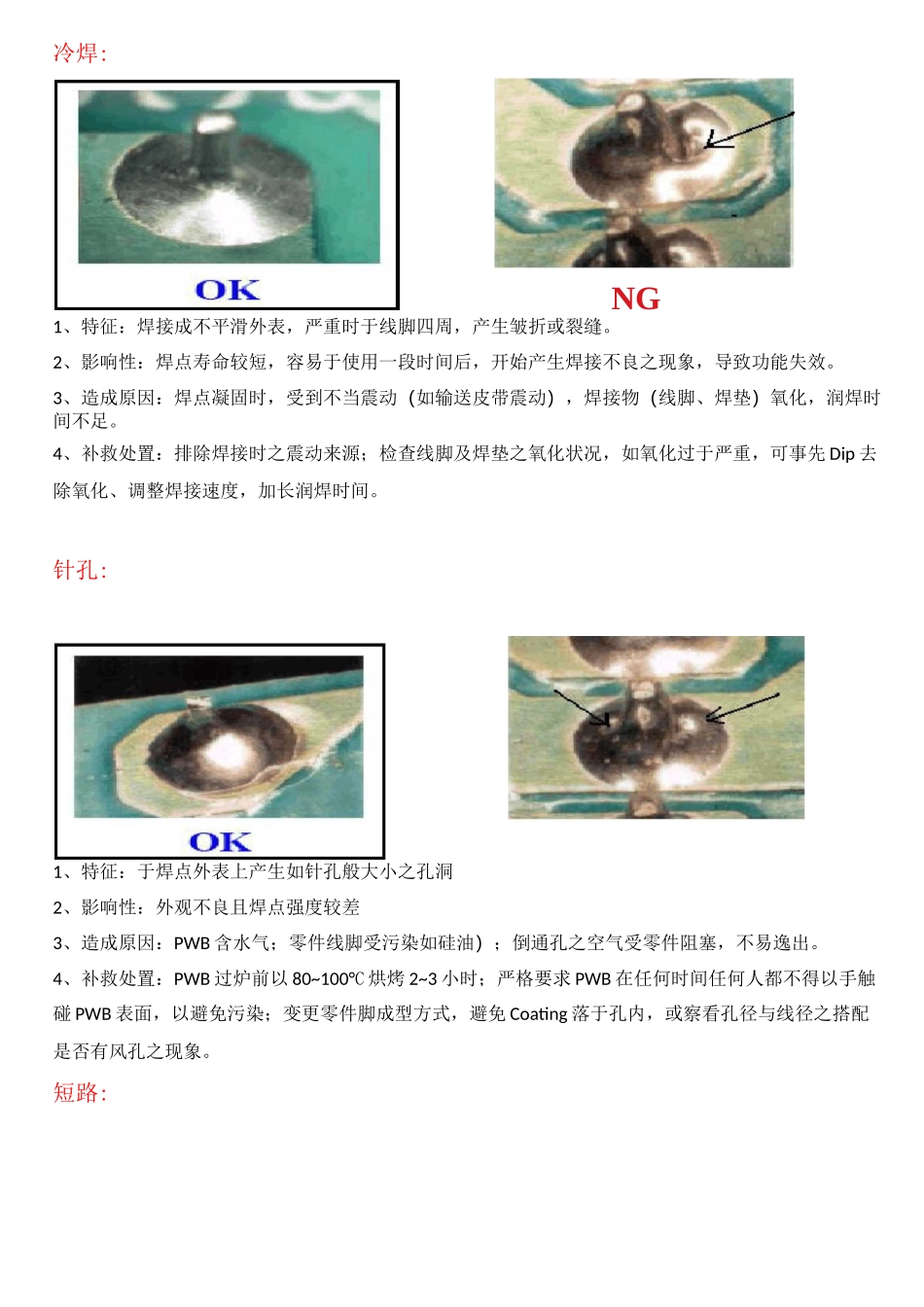
NG冷焊:1、特征:焊接成不平滑外表,严重时于线脚四周,产生皱折或裂缝
2、影响性:焊点寿命较短,容易于使用一段时间后,开始产生焊接不良之现象,导致功能失效
3、造成原因:焊点凝固时,受到不当震动(如输送皮带震动),焊接物(线脚、焊垫)氧化,润焊时间不足
4、补救处置:排除焊接时之震动来源;检查线脚及焊垫之氧化状况,如氧化过于严重,可事先 Dip 去除氧化、调整焊接速度,加长润焊时间
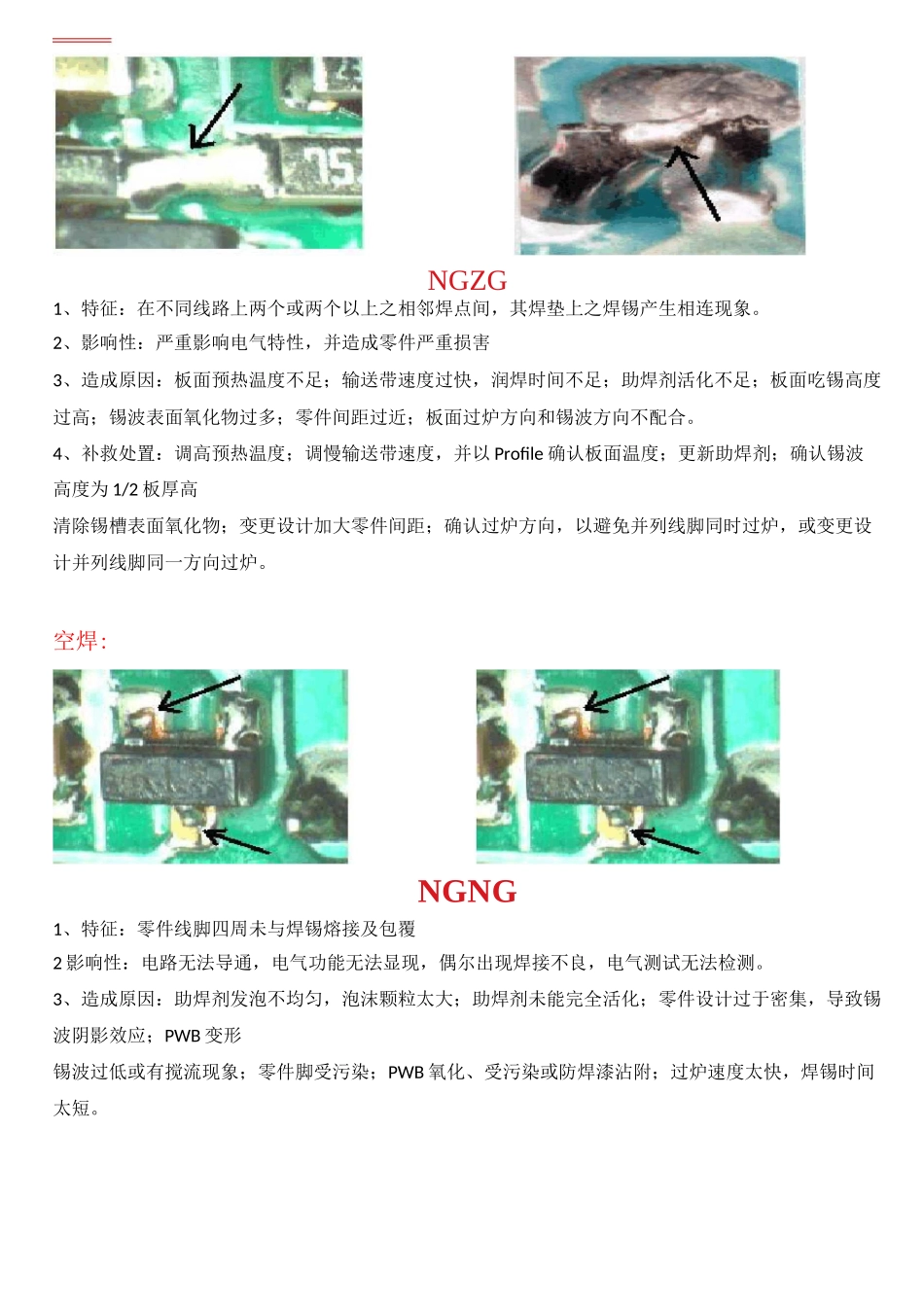
针孔:1、特征:于焊点外表上产生如针孔般大小之孔洞2、影响性:外观不良且焊点强度较差3、造成原因:PWB 含水气;零件线脚受污染如硅油);倒通孔之空气受零件阻塞,不易逸出
4、补救处置:PWB 过炉前以 80~100°C 烘烤 2~3 小时;严格要求 PWB 在任何时间任何人都不得以手触碰 PWB 表面,以避免污染;变更零件脚成型方式,避免 Coating 落于孔内,或察看孔径与线径之搭配是否有风孔之现象
短路:NGZG1、特征:在不同线路上两个或两个以上之相邻焊点间,其焊垫上之焊锡产生相连现象
2、影响性:严重影响电气特性,并造成零件严重损害3、造成原因:板面预热温度不足;输送带速度过快,润焊时间不足;助焊剂活化不足;板面吃锡高度过高;锡波表面氧化物过多;零件间距过近;板面过炉方向和锡波方向不配合
4、补救处置:调高预热温度;调慢输送带速度,并以 Profile 确认板面温度;更新助焊剂;确认锡波高度为 1/2 板厚高清除锡槽表面氧化物;变更设计加大零件间距;确认过炉方向,以避免并列线脚同时过炉,或变更设计并列线脚同一方向过炉
空焊:NGNG1、特征:零件线脚四周未与焊锡熔接及包覆2 影响性:电路无法导通,电气功能无法显现,偶尔出现焊接不良,电气测试无法检测
3、造成原因:助焊剂发泡不均匀,泡沫颗粒太大;助焊剂未能完全活化;零件设计过于密集,导致锡波阴影效应;PWB 变形锡波过低或有搅流现象