FEE 有限公司热镀锌工艺规程版本/状态:A/0受控状态:使用人:制张文卫核准发布日期:2006 年 1 月 4 日实施日期 2006 年 1 月 5 日热镀锌工艺规程1 主题内容和适用范围本规程规定了输电线路铁塔、钢管杆、钢管塔及钢管变电构支架镀锌应遵守的基本规则
本规程适用于输电线路铁塔、钢管杆、钢管塔及钢管变电构支架热浸镀锌
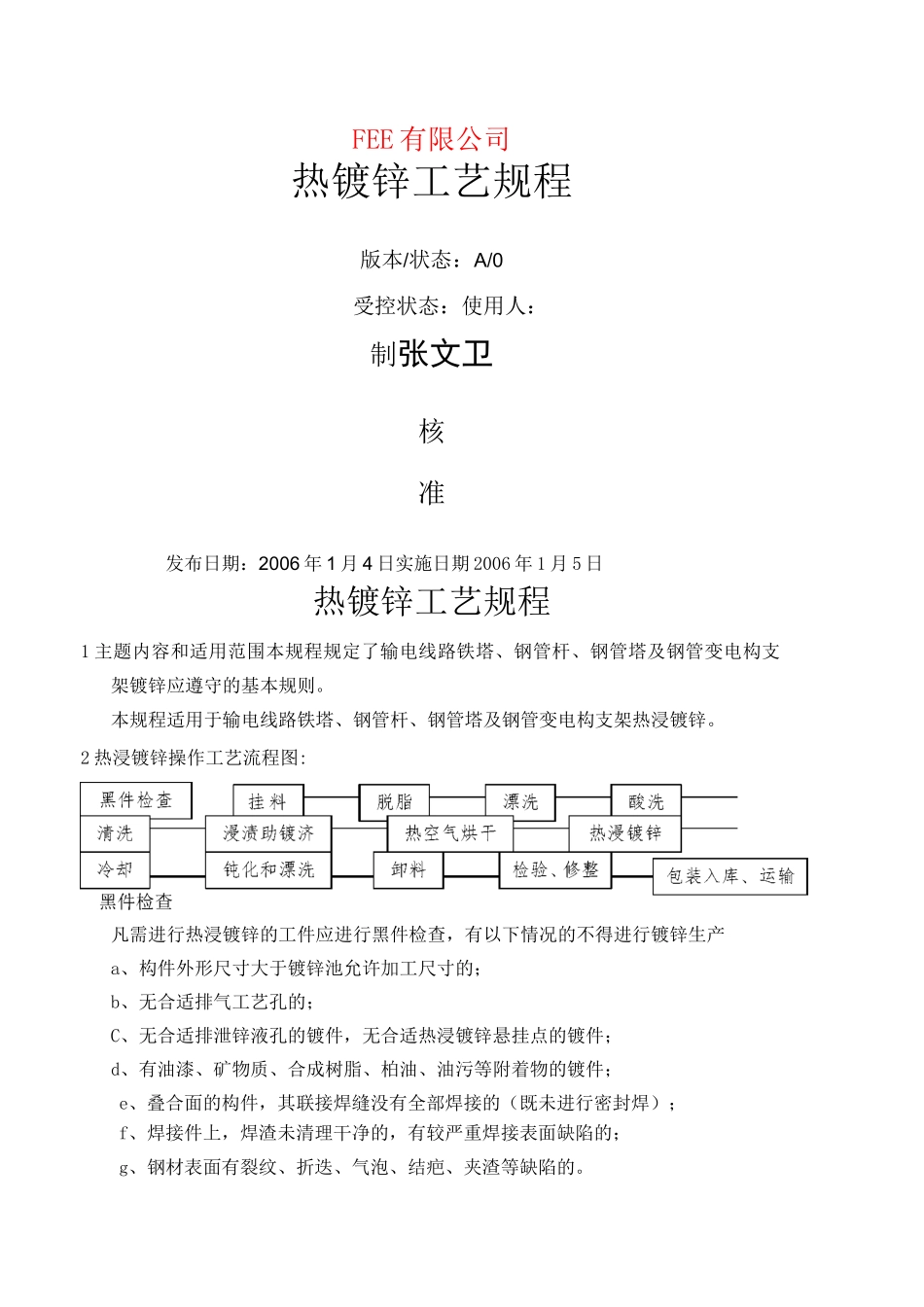
2 热浸镀锌操作工艺流程图:凡需进行热浸镀锌的工件应进行黑件检查,有以下情况的不得进行镀锌生产a、构件外形尺寸大于镀锌池允许加工尺寸的;b、无合适排气工艺孔的;C、无合适排泄锌液孔的镀件,无合适热浸镀锌悬挂点的镀件;d、有油漆、矿物质、合成树脂、柏油、油污等附着物的镀件;e、叠合面的构件,其联接焊缝没有全部焊接的(既未进行密封焊);f、焊接件上,焊渣未清理干净的,有较严重焊接表面缺陷的;g、钢材表面有裂纹、折迭、气泡、结疤、夹渣等缺陷的
上述各条须经处理或经过技术部门制定特殊工艺措施后,方能进行镀锌生产
特殊制件(超大、修旧、有配合公差的),热镀锌加工方与热镀锌委托方,应对热镀锌工艺及热镀锌质量进行协商一致后才能加工
1 吊具:吊具应焊接牢固,设计合理,使用前必须检查,如发现有下列情况之一者,不得继续使用
a、变形严重影响使用的 b、裂口 c、腐蚀严重 d、脱钩2
2 分类吊挂:镀件应该按以下情况分类吊挂、不得混挂
a、材质分类 b、材料形状分类c、材料规格分类 d、表面锈蚀程度分类2
3脱脂与漂洗:待镀件表面附有明显油污的需进行脱脂处理
1 脱脂液的配方为:氢氧化钠 50—150 克/升硅酸钠 30—50 克/升其余为水脱脂液温度为 60 摄氏度—80 摄氏度,脱脂时间为 10—15 分钟
2 脱脂液应保持清洁,表面油脂液浓度根据化验结果调整,每周化验一次并及时补充碱液,脱脂液由换热器间接加热