钢结构制作通用工艺1、适用范围本钢结构制作通用工艺适用于钢结构工程制作难度一般,钢材类别不大于Ⅱ类的钢结构制作加工
2、目的:使车间生产工人和公司相关管理人员了解、掌握钢结构制作过程中的基本标准和要求,以确保产品质量
3、编制依据:GB50755-2025 钢结构工程施工法律规范GB50661-2025 钢结构焊接法律规范GB50205-2001 钢结构工程施工质量验收法律规范4、产品制作:4
1 产品在制作之前应由技术部门组织相关的生产工人和相关管理人员就项目的制作进行技术交底
交底内容包括设计总说明、合同特别要求、产品制作所执行的法律规范、验收标准和典型施工图的解读及制作方案的确定等,确保产品的质量和生产的进度
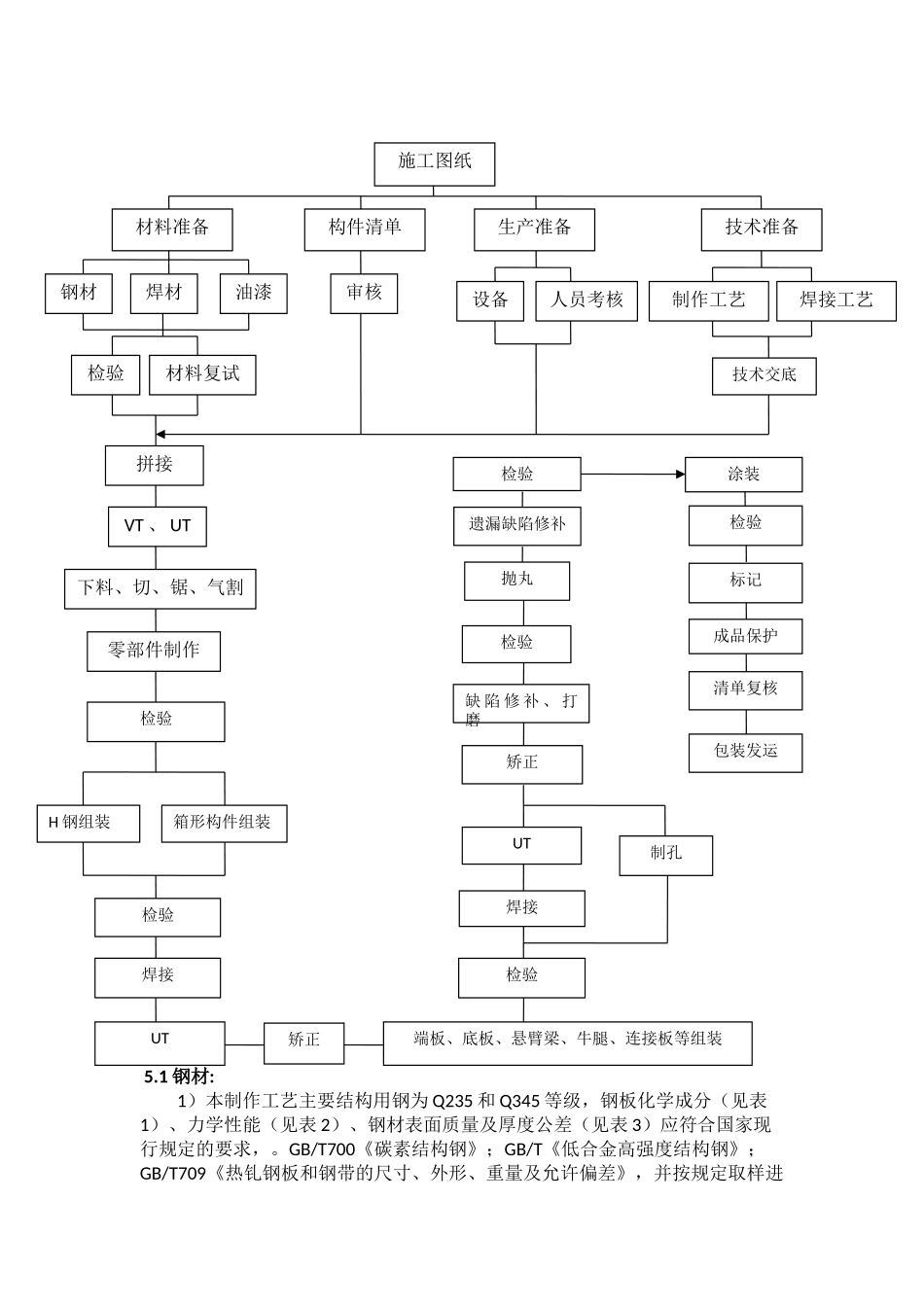
2 钢结构制作工艺流程:5
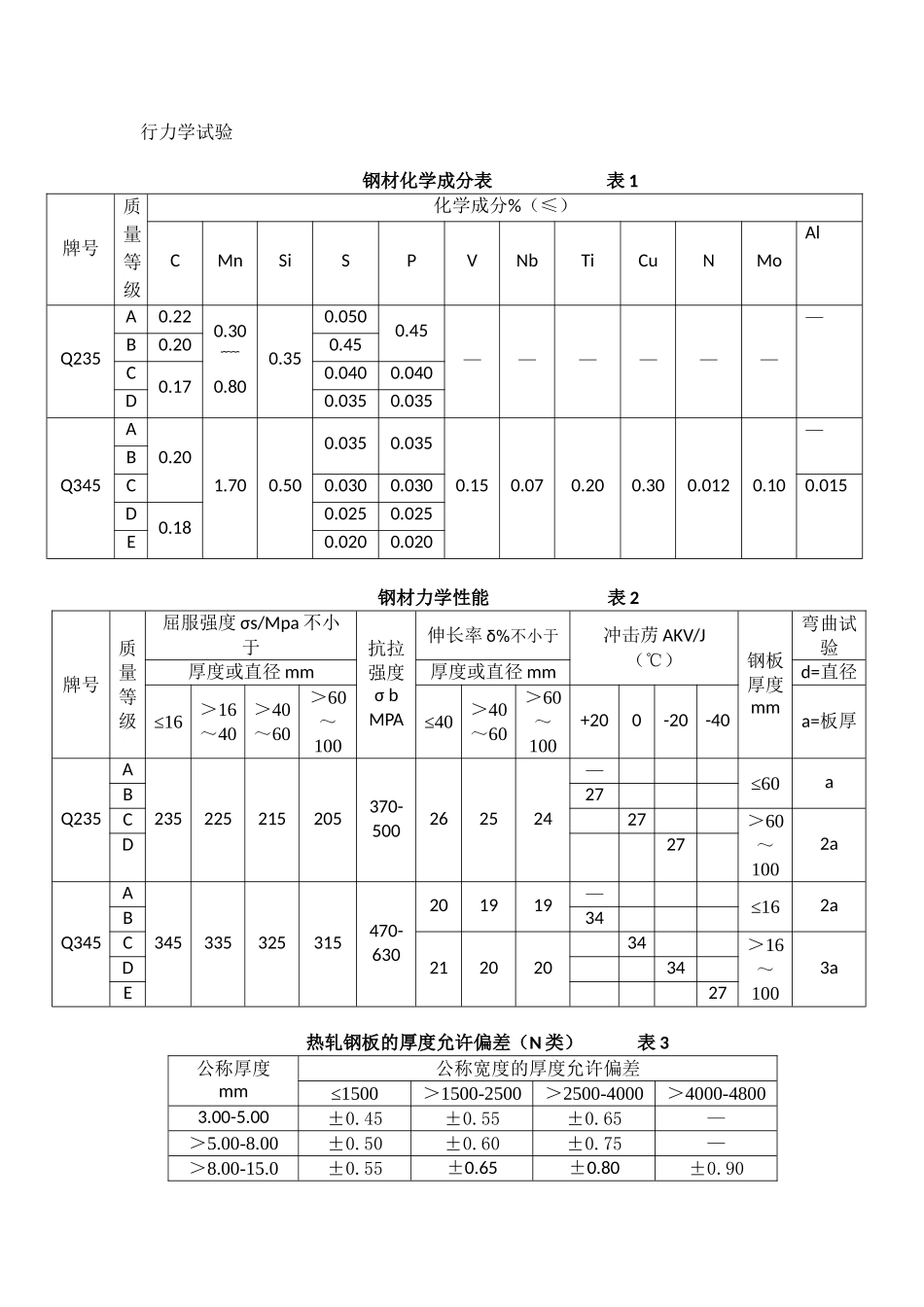
1 钢材:1)本制作工艺主要结构用钢为 Q235 和 Q345 等级,钢板化学成分(见表1)、力学性能(见表 2)、钢材表面质量及厚度公差(见表 3)应符合国家现行规定的要求,
GB/T700《碳素结构钢》;GB/T《低合金高强度结构钢》;GB/T709《热钆钢板和钢带的尺寸、外形、重量及允许偏差》,并按规定取样进拼接VT 、 UT下料、切、锯、气割零部件制作设备人员考核检验材料复试钢材焊材油漆审核施工图纸材料准备构件清单生产准备技术准备制作工艺焊接工艺技术交底检验H 钢组装箱形构件组装检验焊接UT矫正端板、底板、悬臂梁、牛腿、连接板等组装检验焊接制孔UT矫正缺 陷 修 补 、 打磨检验抛丸遗漏缺陷修补检验涂装检验标记成品保护清单复核包装发运行力学试验 钢材化学成分表 表 1牌号质量等级化学成分%(≤)CMnSiSPVNbTiCuNMoAlQ235A0
45———————B0
035Q345A0