前言我国传统的铣床控制系统都是采纳继电器、接触器等硬件逻辑控制电路 , 不但接线复杂 , 而且常常出现故障 , 可靠性比较差
与传统的继电器控制相比 ,PLC 控制具有可靠性高、柔性好、开发周期短以及故障自诊断等特点 , 特别适合应用于铣床的控制和故障诊断系统,可以减少强电元件数目,提高电气控制系统的稳定性和可靠性,从而提高产品的品质和生产效率
故在 PLC 广泛应用的控制时代,本设计系统的思想就是采纳 PLC 控制铣床
以达到预定控制系统的简洁性、经济性,减少了成本,也使得维修变的简单
由于 PLC 的模块化、易扩展性,可根据控制要求及规模的变化进行方便的系统重组及功能的扩展
以及 PLC 的通信功能甚至可进行远程控制
1 机床传统控制方式2
1 设计题目X62W 型万能铣床的 PLC 控制系统设计
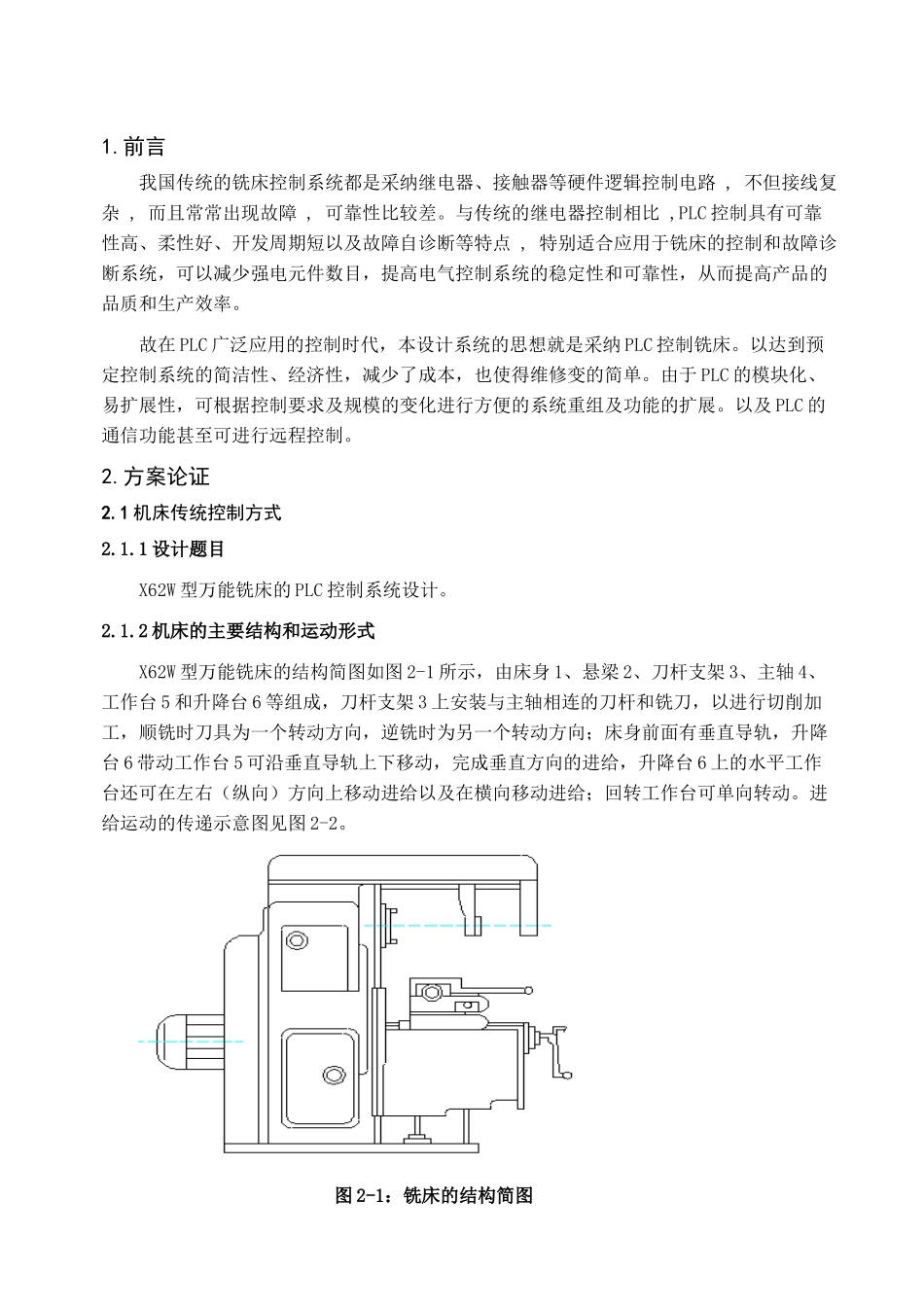
2 机床的主要结构和运动形式X62W 型万能铣床的结构简图如图 2-1 所示,由床身 1、悬梁 2、刀杆支架 3、主轴 4、工作台 5 和升降台 6 等组成,刀杆支架 3 上安装与主轴相连的刀杆和铣刀,以进行切削加工,顺铣时刀具为一个转动方向,逆铣时为另一个转动方向;床身前面有垂直导轨,升降台 6 带动工作台 5 可沿垂直导轨上下移动,完成垂直方向的进给,升降台 6 上的水平工作台还可在左右(纵向)方向上移动进给以及在横向移动进给;回转工作台可单向转动
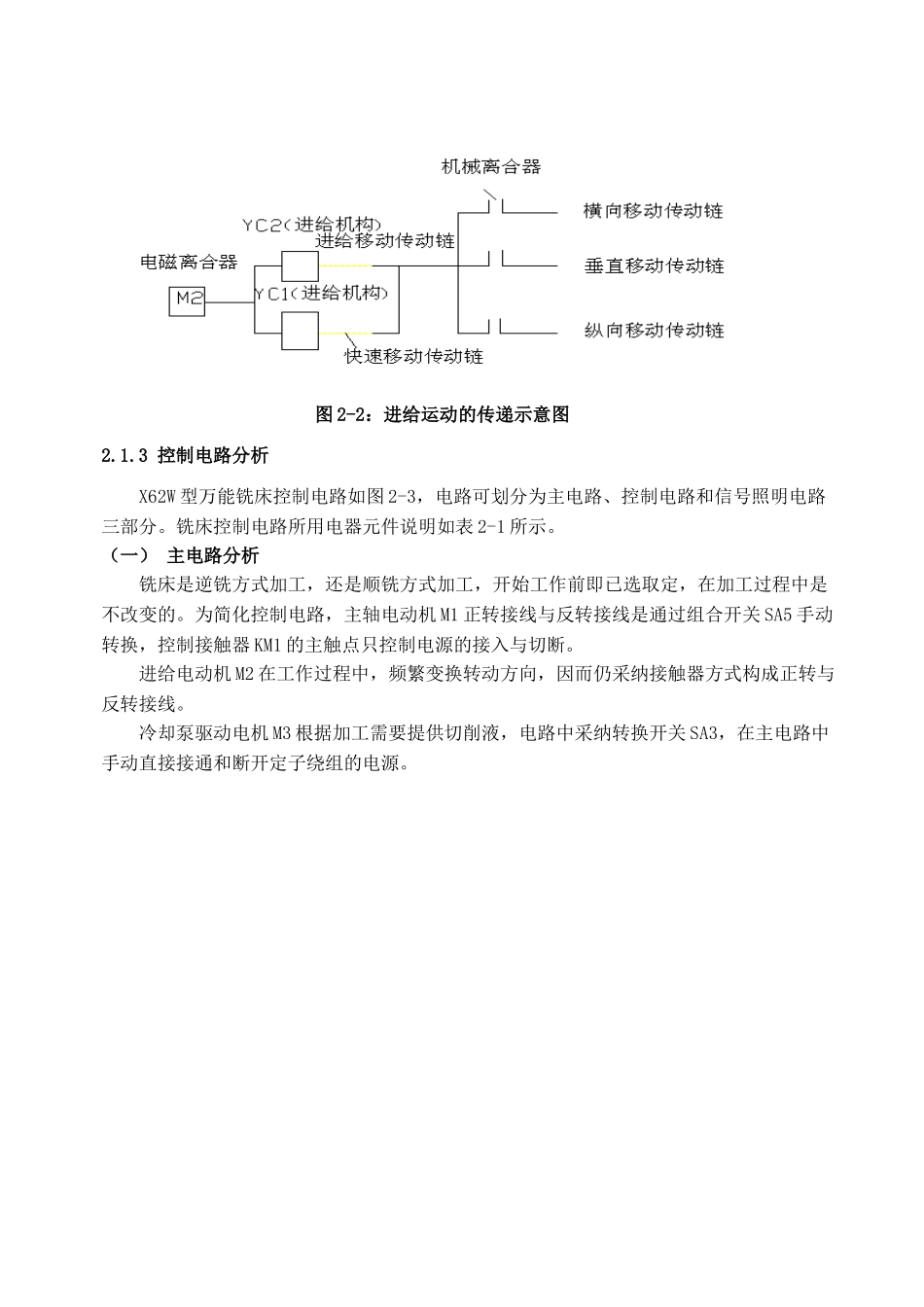
进给运动的传递示意图见图 2-2
图 2-1:铣床的结构简图 图 2-2:进给运动的传递示意图2
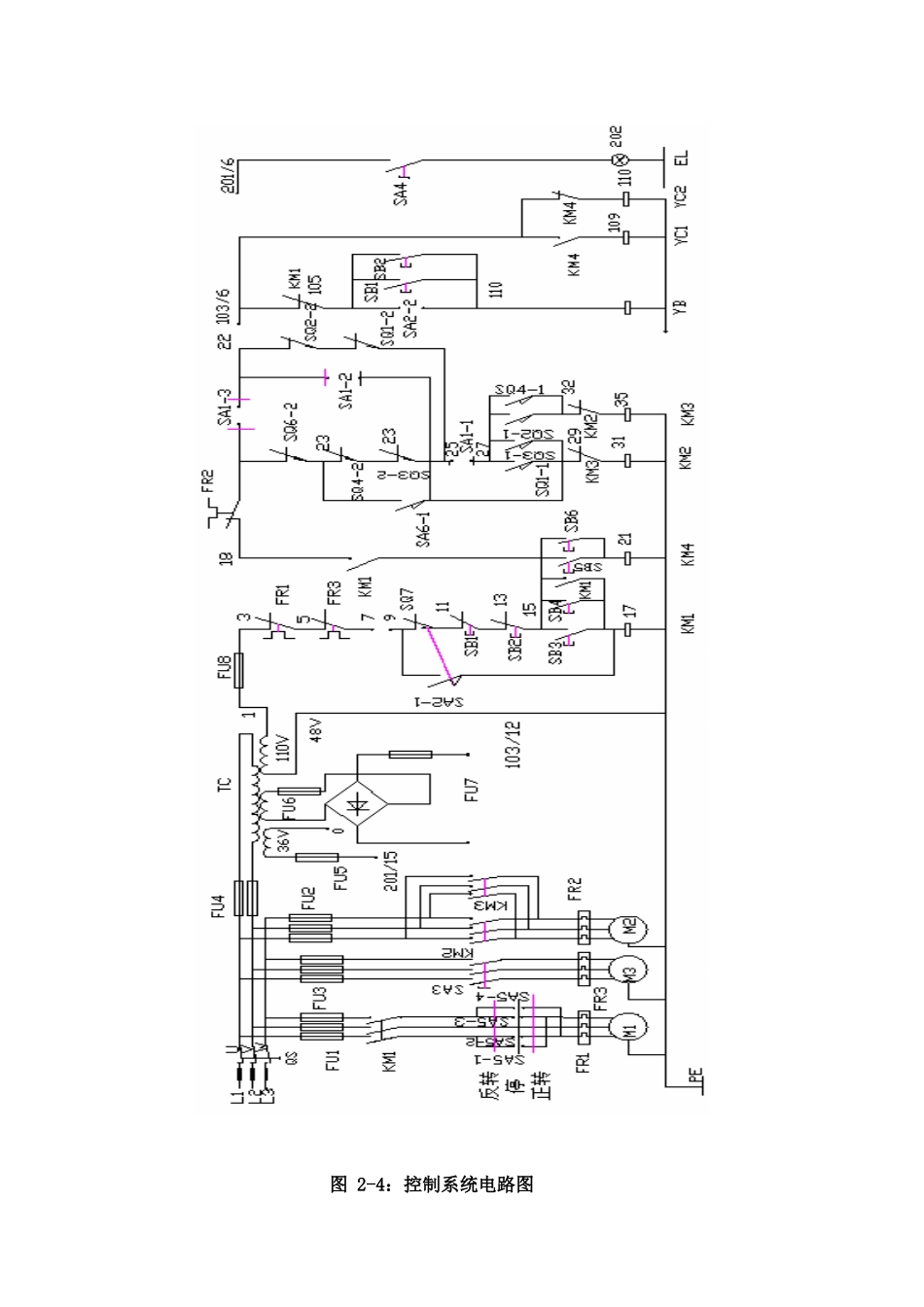
3 控制电路分析X62W 型万能铣床控制电路如图 2-3,电路可划分为主电路、控制电路和信号照明电路三部分
铣床控制电路所用电器元件说明如表 2-1 所示
(一) 主电路分析铣床是逆铣方式加工,还是顺铣方式加工,开始工作前即已选取定,在加工过程中是不改变的
为简化控制电路,主轴电动机 M1 正