图 1图 2焊接变形得控制方法1 焊接应力与变形焊接就是一种局部加热得工艺过程
焊接过程中 以 及 焊 后 , 构 件 不 可 避 免 地 会 产 生 焊 接 应 力 与 变 形
焊接应力与变形在一定条件下还影响焊接结构 得性能, 如强度、刚度、尺寸精度与稳定性、受压时得 稳定性与抗腐蚀性等
不仅如此, 过大得焊接应力与 变形, 还会大大增加制造工艺中得困难与经济消耗 , 而且往往因焊接裂纹或变形过大无法矫正而导致产 品得报废
2焊接应力与变形得形成过程焊接应力与变形就是由焊接产生得不均匀温度场 而引起得
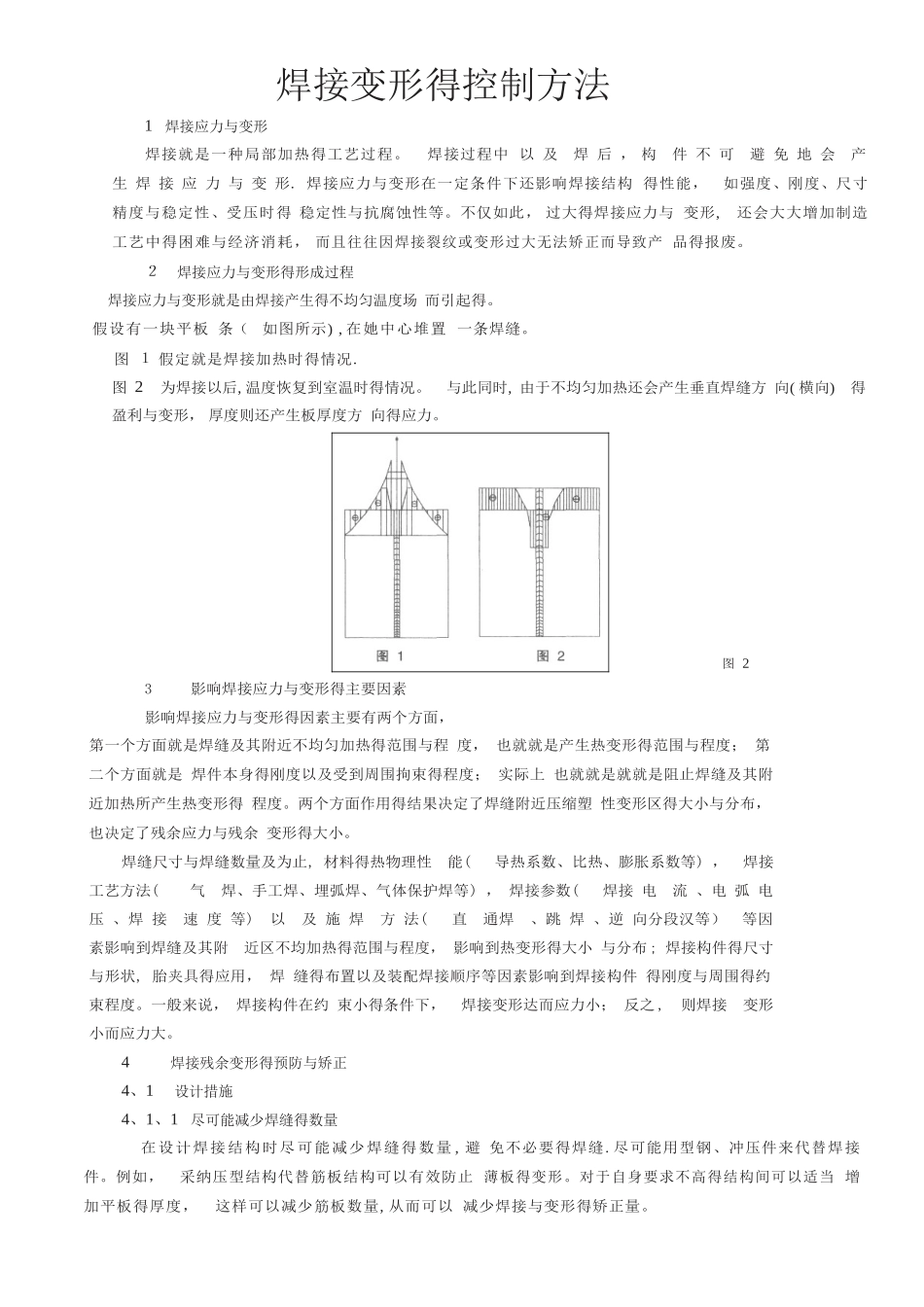
假设有一块平板 条 (如图所示) , 在她中心堆置 一条焊缝
图 1 假定就是焊接加热时得情况
图 2 为焊接以后, 温度恢复到室温时得情况
与此同时, 由于不均匀加热还会产生垂直焊缝方 向( 横向) 得盈利与变形 , 厚度则还产生板厚度方 向得应力
3 影响焊接应力与变形得主要因素影响焊接应力与变形得因素主要有两个方面,第一个方面就是焊缝及其附近不均匀加热得范围与程 度, 也就就是产生热变形得范围与程度; 第二个方面就是 焊件本身得刚度以及受到周围拘束得程度; 实际上 也就就是就就是阻止焊缝及其附近加热所产生热变形得 程度
两个方面作用得结果决定了焊缝附近压缩塑 性变形区得大小与分布, 也决定了残余应力与残余 变形得大小
焊缝尺寸与焊缝数量及为止, 材料得热物理性 能( 导热系数、比热、膨胀系数等) , 焊接工艺方法( 气 焊、手工焊、埋弧焊、气体保护焊等) , 焊接参数( 焊接 电 流 、电 弧 电 压 、焊 接 速 度 等) 以 及 施 焊 方 法( 直 通焊 、跳 焊 、逆 向分段汉等) 等因素影响到焊缝及其附 近区不均加热得范围与程度, 影响到热变形得大小 与分布 ; 焊接构件得尺寸与形状, 胎夹具得应用, 焊 缝得布置以及装配焊接顺序等因素影响到焊接构