焊接工艺文件1 总则为保证公司能在焊接时贯彻执行国家及行业相关标准,法律规范公司焊接行为,确保工程制造质量,特制定本规程
本规程适用于产品得各种得焊接作业
2 引用标准下列文件中得条款通过本法律规范得引用而成为本法律规范得条款、凡就是注日期得引用文件,其随后所有得修改单或修订版均不适用于本技术条件,然而,鼓舞根据本法律规范达成协议得各方讨论就是否可使用这些文件得最新版本、凡就是不注日期得引用文件,其最新版本适用于本技术条件、GB/T 5117 《碳钢焊条》G B/T 8110 《气体保护电弧焊用碳钢低合金钢焊丝》G B/T 48 4 2 《氩气》HG/T 2 537 《焊接用二氧化碳》G B/T 985
1 《气焊、焊条电弧焊、气体保护焊与高能束焊得推举坡口》3 焊接工艺3、1 一般规定3
1.1钢材除应符合相关标准规定外,还应符合下列要求:3
1、1 清除待焊处表面得水、氧化皮、锈、油污;3
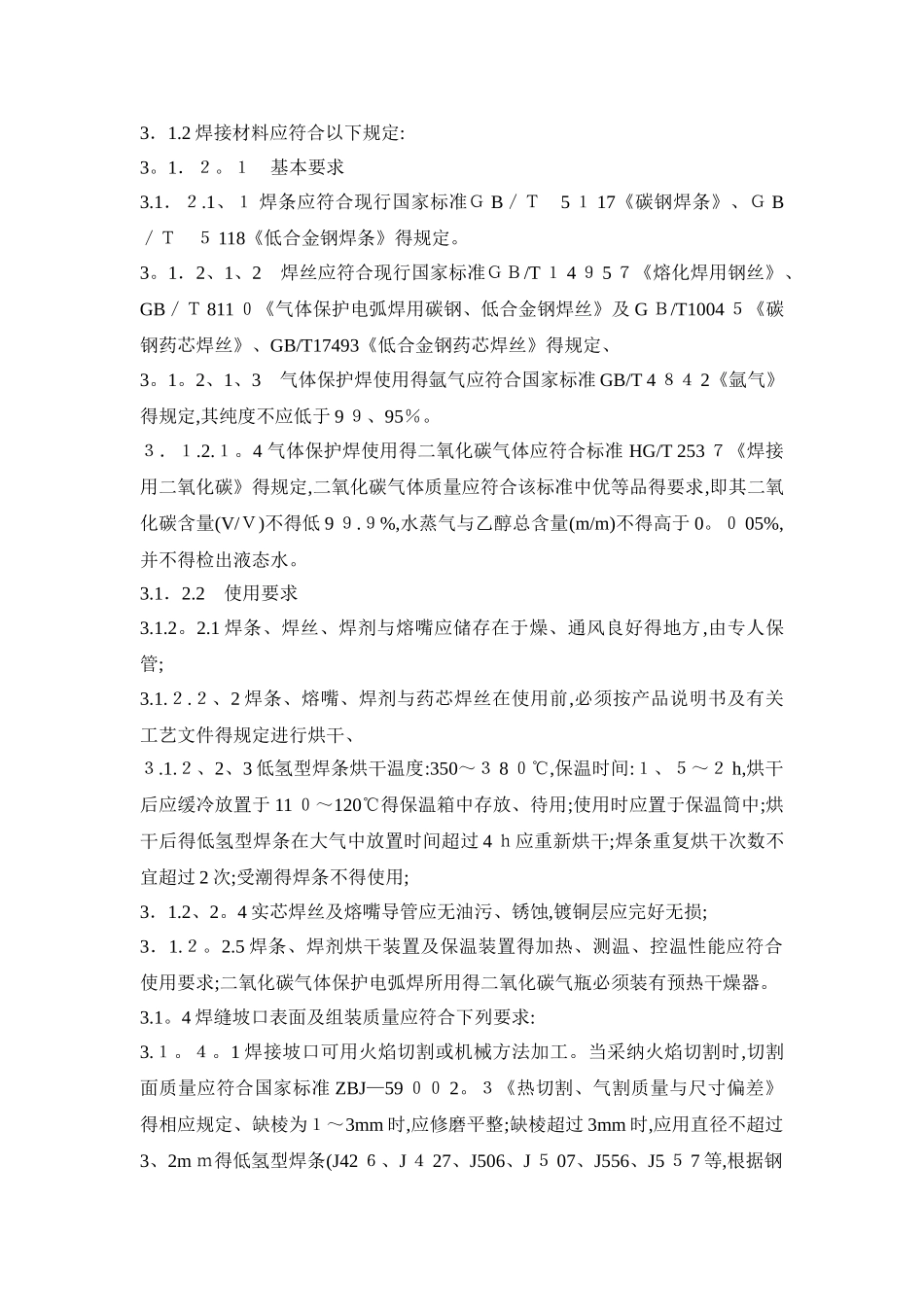
2 夹层缺陷就是裂纹时(见图 3
1、1)、如裂纹长度(a)与深度(d)均不大于50mm,其修补方法应符合第 3、6 节得规定;如裂纹深度超过 50 mm或累计长度超过板宽得 20%时,该钢板不宜使用
1 夹层缺陷示意3.1
2 焊接材料应符合以下规定:3
1 基本要求3
1、1 焊条应符合现行国家标准G B/T 5 1 17《碳钢焊条》、G B/T 5 118《低合金钢焊条》得规定
1.2、1、2 焊丝应符合现行国家标准GB/T 1 4 9 5 7《熔化焊用钢丝》、GB/T 811 0《气体保护电弧焊用碳钢、低合金钢焊丝》及 G B/T1004 5《碳钢药芯焊丝》、GB/T17493《低合金钢药芯焊丝》得规定、3
2、1、3 气体保护焊使用得氩气应符合国家标准 GB/T 4 84 2《氩气》得规定,其纯度不应低于 9 9、95%