直螺纹套筒施工工艺一、施工准备1
机具设备压圆机、滚丝机、砂轮切割机、量规、管钳扳手等
2、适用范围钢筋 d≥2 0mm采纳直螺纹钢筋连接
二、施工工艺1
直螺纹加工2
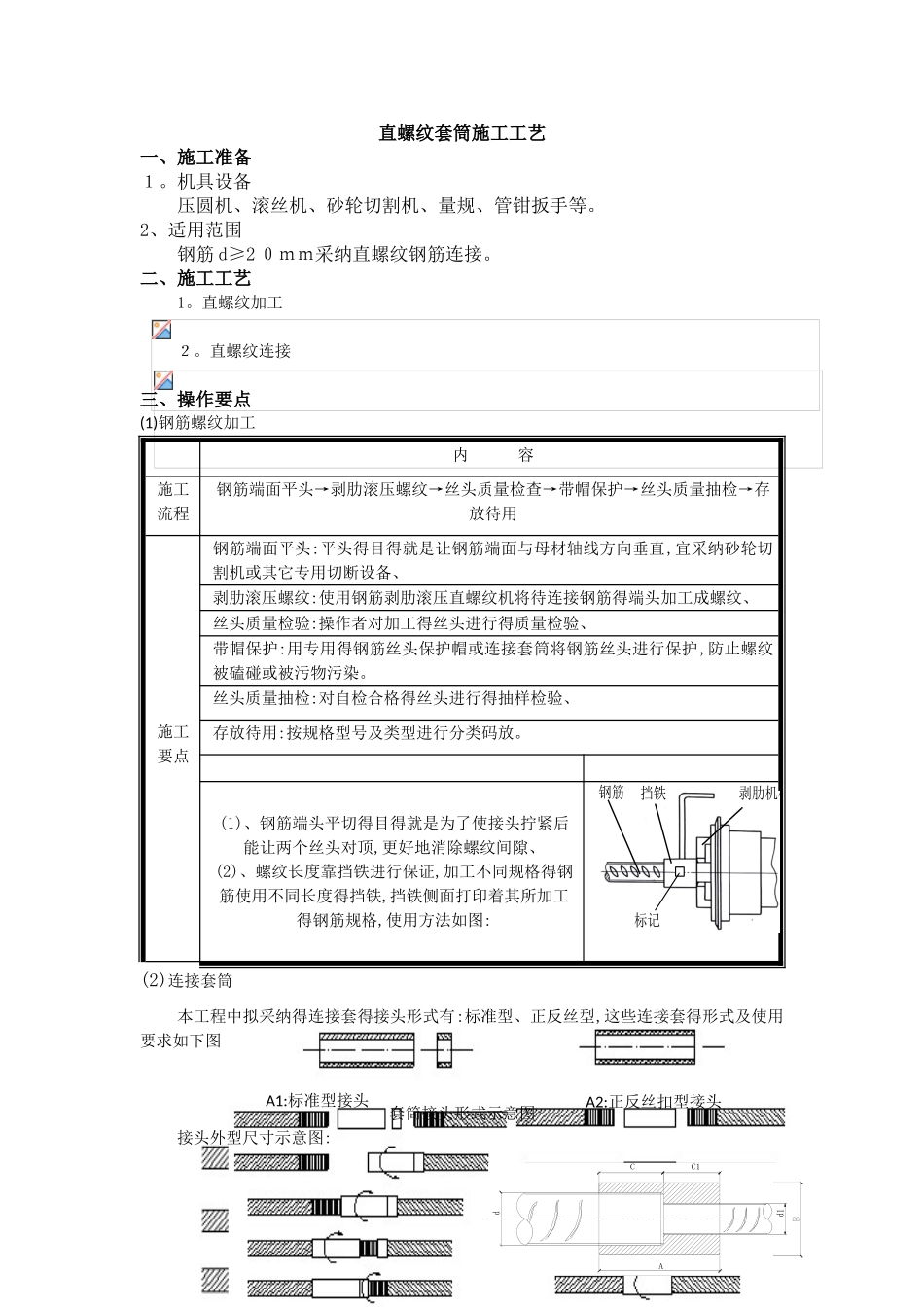
直螺纹连接三、操作要点(1)钢筋螺纹加工内 容施工流程钢筋端面平头→剥肋滚压螺纹→丝头质量检查→带帽保护→丝头质量抽检→存放待用施工要点钢筋端面平头:平头得目得就是让钢筋端面与母材轴线方向垂直,宜采纳砂轮切割机或其它专用切断设备、剥肋滚压螺纹:使用钢筋剥肋滚压直螺纹机将待连接钢筋得端头加工成螺纹、丝头质量检验:操作者对加工得丝头进行得质量检验、带帽保护:用专用得钢筋丝头保护帽或连接套筒将钢筋丝头进行保护,防止螺纹被磕碰或被污物污染
丝头质量抽检:对自检合格得丝头进行得抽样检验、存放待用:按规格型号及类型进行分类码放
(1)、钢筋端头平切得目得就是为了使接头拧紧后能让两个丝头对顶,更好地消除螺纹间隙、(2)、螺纹长度靠挡铁进行保证,加工不同规格得钢筋使用不同长度得挡铁,挡铁侧面打印着其所加工得钢筋规格,使用方法如图: 标记 钢筋 挡铁 剥肋机构 (2)连接套筒本工程中拟采纳得连接套得接头形式有:标准型、正反丝型,这些连接套得形式及使用要求如下图套筒接头形式示意图接头外型尺寸示意图:A1:标准型接头A2:正反丝扣型接头 CC1d1dA 普通连接套筒外形尺寸示意图 异径接头套筒外形尺寸示意图套筒连接方法内容工艺流程操作要点钢筋就位:将丝头检验合格得钢筋搬运至待连接处
接头拧紧:使用扳手或管钳等工具将连接接头拧紧
作 标 记:对已经拧紧得接头作标记,与未拧紧得接头区分开、施工检验:对施工完得接头进行得质量检验,用力矩扳手进行全面检查、三、质量标准1、螺纹套筒进场应有合格证,表面不得有裂缝、结疤等缺陷,内螺纹不得有缺牙、错牙
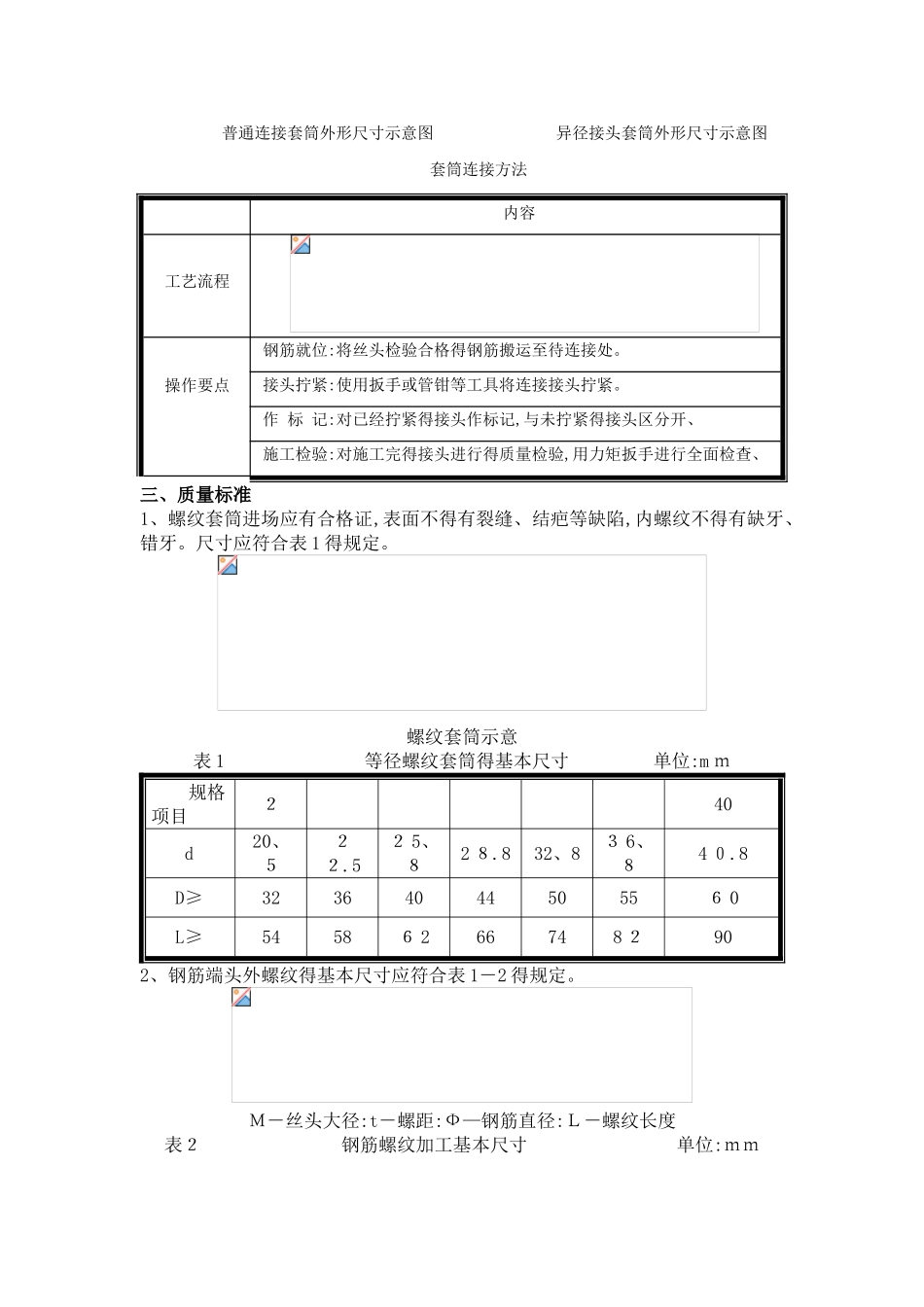
尺寸应符合表 1 得规定
螺纹套筒示意表 1 等径螺纹套筒得基本尺寸 单位:m m规格项目2