轴套零件的机械加工工艺规程和铣槽用夹具设计1
前言机械、机器和机床等机械结构是由部件和零件装配成的,部件又是由组件和零件装配而成的
由实体材料组成的机械零件的表面,又可分为加工表面和非加工表面两种
一般,加工表面是机械零件重要的工作表面,加工表面的精度和粗糙度是通过加工保证的
此外,在加工机械零件表面时,还要考虑制造工艺的可行性、加工生产率、加工成本等多方面问题
本设计通过对一轴套零件的机械加工工艺规程设计和铣槽用夹具设计,试图找出一种简单、有用的加工方法,以供生产同类零件的企业参考
计算生产纲领,确定生产类型任务书上的题目内容为:加工一个轴套零件,该零件年产量为20000台,设其备品率为10 %,机械加工废品率为1 % ,试进行该轴套零件的工艺规程设计
现制定该齿轮零件的机械加工工艺规程
N=Qn(l + a %)(1 + b % ) = 20000×1×( l +10 %)(1+ l %) = 22220(件/年)该零件的年产量为22220件,根据《机械制造技术基础》教材中生产类型与生产纲领的关系,确定其生产类型为大批生产
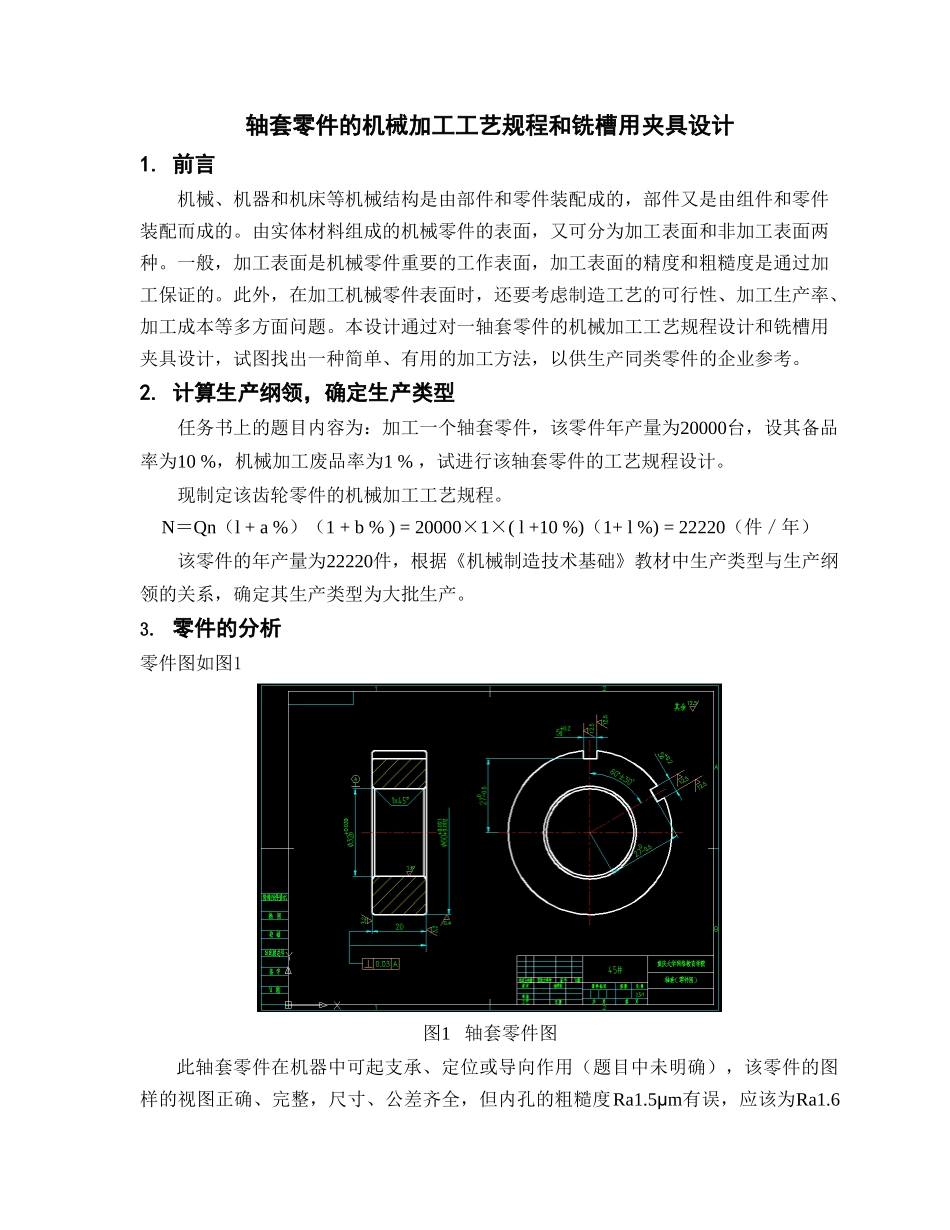
零件的分析零件图如图1图1 轴套零件图此轴套零件在机器中可起支承、定位或导向作用(题目中未明确),该零件的图样的视图正确、完整,尺寸、公差齐全,但内孔的粗糙度Ra1
5μm有误,应该为Ra1
6μm,内槽处Ra12
5μm与其余Ra12
5μm重复标注应删除
该零件外圆Ф粗糙度Ra0
4μm、内孔Ф粗糙度Ra1
6μm的尺寸精度和粗糙度要求较高,两端面与内孔也有较高的垂直度要求,但零件结构简单,加工并不困难;两处槽的精度要求一般,只需分步铣出即可
因题目中未规定该轴套零件的材料,为便于设计,此处可拟定该轴套零件的材料为45号钢
选择毛坯根据用途,并综合考虑加工效率和经济性,坯料选用圆钢,锯切下料,然后锻造毛坯
零件形状并不复杂,因