钢材表面处理一、此章节参考得标准:《工业设备、管道防腐施工及验收法律规范》H GJ 229-91 本法律规范仔细总结了冶金、石化、航天航空工业等部门得防腐蚀施工经验,适用于化工、石油化工、冶金、纺织等新建、扩建、改建得工程建设项目中,以钢、铸铁为基体得工业设备、管子及管件得防腐蚀衬里与防腐蚀涂料得施工及验收
不适用于食品工业、核电工业
二、表面处理前对基体得要求:(一)、设备、管道及配件表面处理前对基体得要求:1、 钢制得设备、管子、管件得钢材表面,不得有伤痕、气孔、夹渣、重叠皮、严重腐蚀斑点;加工表面必须平整,表面局部凸凹不得超过 2 M M
2、 铸铁、铸钢类得设备、管子、管件,不应有空洞、多孔质基体
3、 设备、管子、管件表面得锐角、棱角、毛边、铸造残留物,必须彻底打磨清理,表面应光滑平整,圆弧过渡
4、 设备接管不应伸出设备内表面
设备盖、塔节、插入管应采纳法兰连接
5、 铆接设备内得铆接缝应为平缝,铆钉应采纳埋头铆钉,使设备内部无铆钉头突出
6、 在防腐蚀衬里得设备、管子、管件上,必要时应设置检漏孔,在适当位置上应设置排气孔
7、 基体经表面预处理后,应全面检查合格,办理工序交接手续,经过签证后方可进行防腐蚀施工
8、 表面处理前对基体焊缝得要求:9、 设备壳体焊接宜采纳双面对焊焊接,焊缝要平整、无气孔、焊瘤与夹渣,焊缝高度不得大于 2MM,要彻底清除焊接飞溅物,焊缝宜磨平或磨成圆弧过渡
如下图 1:10、设备壳体焊缝必须采纳连续焊,焊缝不得有裂缝或连续咬边情况,咬肉深度不应超过 0、5MM
11、设备转角与接管部位应保证焊接要求,焊缝应饱满,并应细致打磨成钝角,形成圆弧过渡,不得有毛刺与棱角
12、角焊缝得圆角部位,焊角高应为 H≥5 MM,一般凸出角应为R≥3MM,内角应为R≥1 0M M
如下图 2、3、4
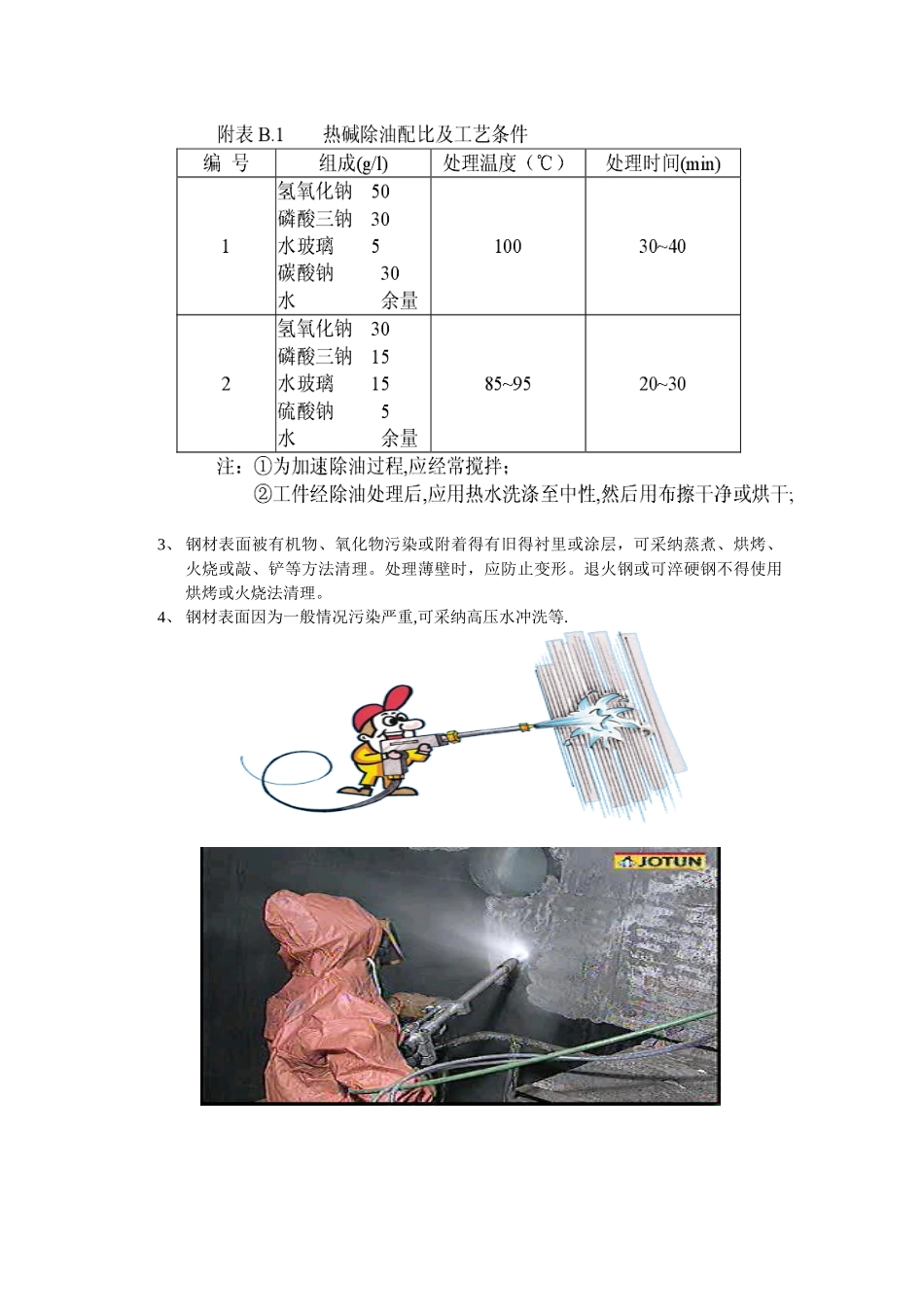
13、在清理组对卡具时,严禁损伤基体母材