预应力挤压锚施工工法一、工法特点预应力钢绞线挤压锚施工工法具有以下特点:1、首次系统得提出了桥梁预应力钢绞线挤压锚挤压事前控制、事中控制、事后控制得质量控制系统
2、首次提出了预应力钢绞线挤压锚具挤压质量标准
3、能为预应力钢绞线挤压锚得固定端 P 型锚具及连接器制作质量提供科学得依据,将质量隐患消灭于萌芽状态,从而达到施工质量控制得目得
二、适用范围本工法适用于所有后张法预应力混凝土结构预应力钢绞线固定端 P 型锚具,及多根与扁形超长预应力钢绞线连接器得挤压锚施工
三、工艺原理桥梁预应力钢绞线挤压锚就是在钢绞线头部套上挤压套,通过专用挤压机具挤压,使挤压套产生塑性变形后握紧钢绞线,钢绞线得张拉力通过挤压套由专用垫传递给构件
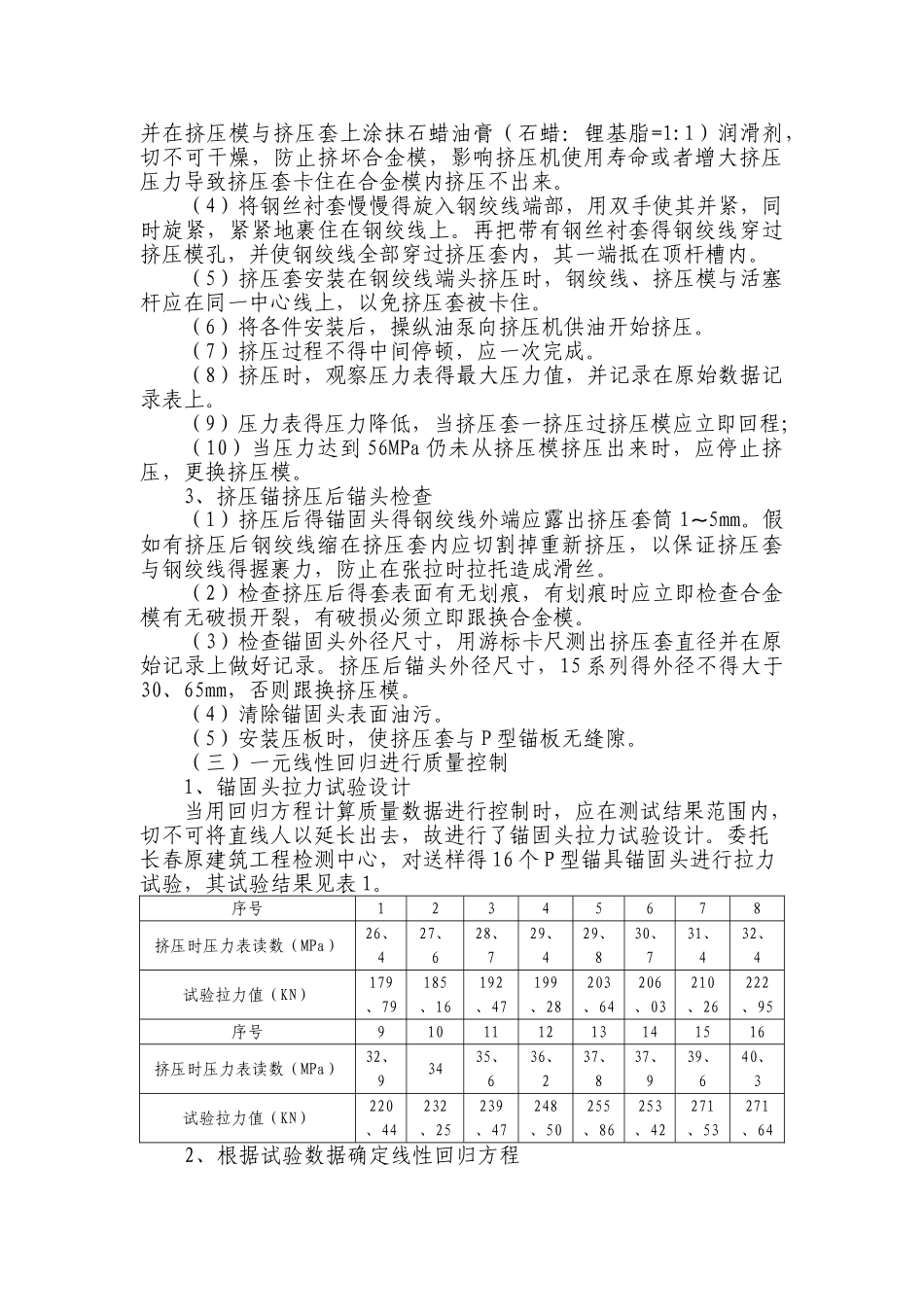
挤压锚施工就是一个重要工序环节,为了保证工程质量,要在预应力钢绞线挤压锚施工中,精心进行锚固头拉力试验设计,得到挤压时压力表读数与试验拉力值精确数据后,根据试验数据确定线性回归方程进行质量控制
四、施工工艺流程及操作要点(一)挤压锚挤压工艺流程钢绞线端头用磨光机磨去毛刺——(安装 P 型锚板)——套入钢丝衬套——套入挤压套——开动油泵挤压——(安装压板)(二)挤压锚施工技术要点1、挤压施工准备(1)钢绞线制作① 钢绞线得下料长度应通过计算确定
计算应时考虑锚具长度、千斤顶长度、构件孔道长度与外露长度等因素
② 钢绞线得切断采纳砂锯轮切断,切割时保证切口平整,切断时不应出现斜面,线头不散,以防止挤压套挤压时头部倾斜
(2)使用前对挤压机得压力表进行检定
(3)对使用设备提前进行维护保养,将高压油泵得安全阀调整到挤压机额定油压 56MPa,不可任意调整
(4)检查油泵与挤压机得油管连接就是否正确
(5)确保挤压套表面清洁
假如表面有泥土、灰砂,采纳柴油清洗后再用,也不能有锈蚀现象,假如有锈蚀现象会使挤压套与挤压模摩阻增大,锈蚀严重得必须更换新得挤压套