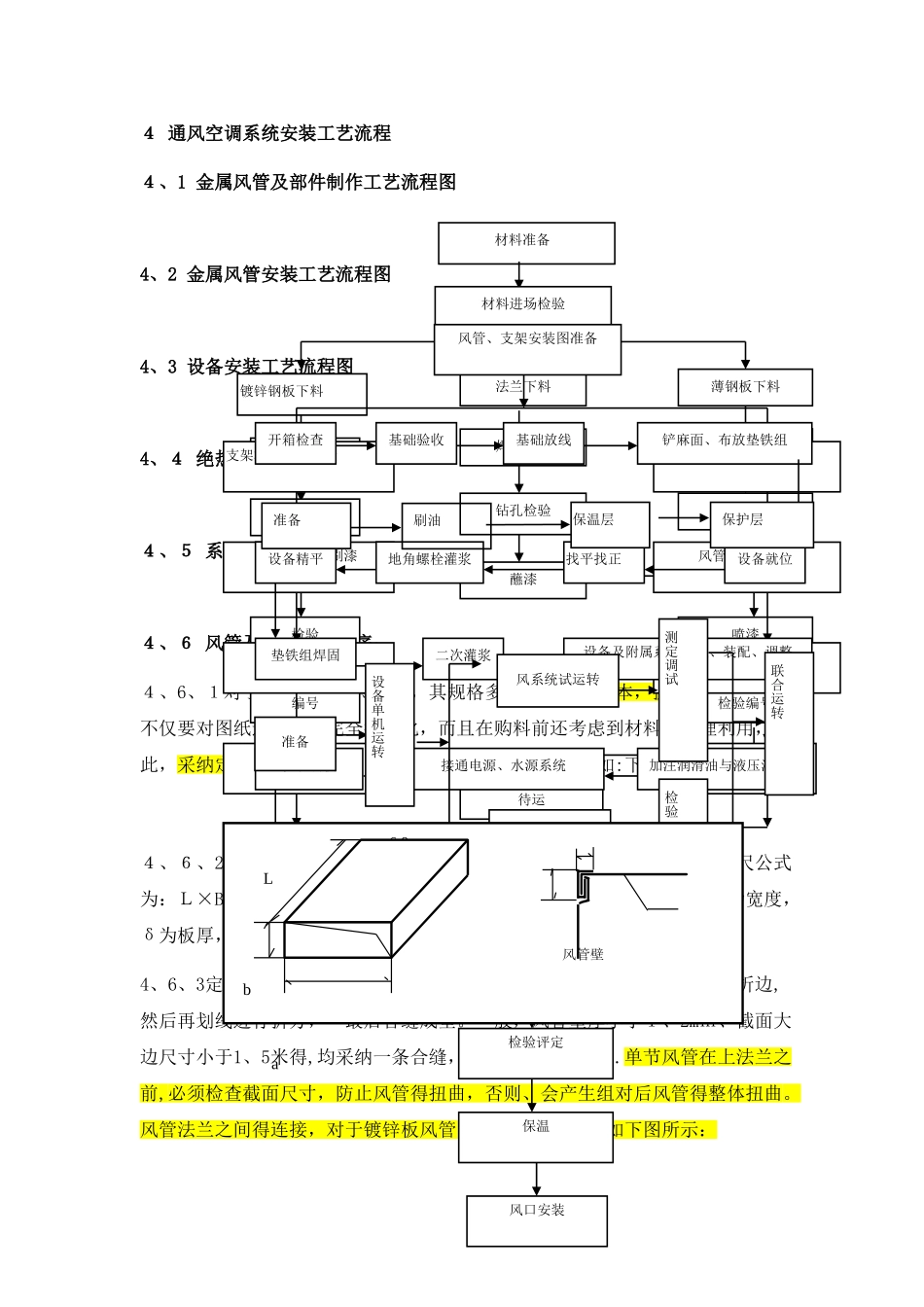
4 通风空调系统安装工艺流程4、1 金属风管及部件制作工艺流程图4、2 金属风管安装工艺流程图4、3 设备安装工艺流程图4、4 绝热保温工艺流程图4、5 系统调试工艺流程图4、6 风管及配件加工工序:4、6、1对于镀锌板风管得制作,其规格多 ,为了节约成本,提高工作效率,不仅要对图纸进行认真完全得消化,而且在购料前还考虑到材料得合理利用,为此,采纳定尺购料,以便在现场少拆料、少边角料
例如:下图所示: 4、6、2要制作得风管得截面尺寸为长×宽×高=L×a×b,那么板材得定尺公式 为:L×B= L×[2(a+b)-(8δ+4χ)+4y]式中:L为定尺板长度,B为宽度,δ为板厚,χ为风管负偏差,y为风管咬口宽度
4、6、3定尺板料完成后,便可进行风管得成型制作,先将板料在咬口机上折边,然后再划线进行折方, 最后合缝成型
一般,风管壁厚小于1、2mm、截面大边尺寸小于1、5米得,均采纳一条合缝,并采纳联合角咬口
单节风管在上法兰之前,必须检查截面尺寸,防止风管得扭曲,否则、会产生组对后风管得整体扭曲
风管法兰之间得连接,对于镀锌板风管,采纳翻边铆接,如下图所示:材料准备材料进场检验镀锌钢板下料作咬口合口检验铆法兰检验编号认证待运法兰下料焊接检验钻孔检验蘸漆薄钢板下料风管焊制检验焊法兰喷漆检验编号调标高、位置检验评定保温风口安装风管、支架安装图准备支架材料进场检验支架制作、刷漆脚手架、放线支吊架安装风管、阀件清点检验风管、配件运输风管、部件组装检验风管吊装开箱检查基础验收基础放线铲麻面、布放垫铁组设备就位找平找正地角螺栓灌浆设备精平垫铁组焊固二次灌浆设备及附属系统清洗、装配、调整加注润滑油与液压油接通电源、水源系统仪表调校设备试运转联动试车准备刷油保温层保护层水系统试运转风系统试运转准备设备单机运转测定调试联合运转检验 6-8mm L y 风管壁 b a4、6、4风管得翻边宽度应