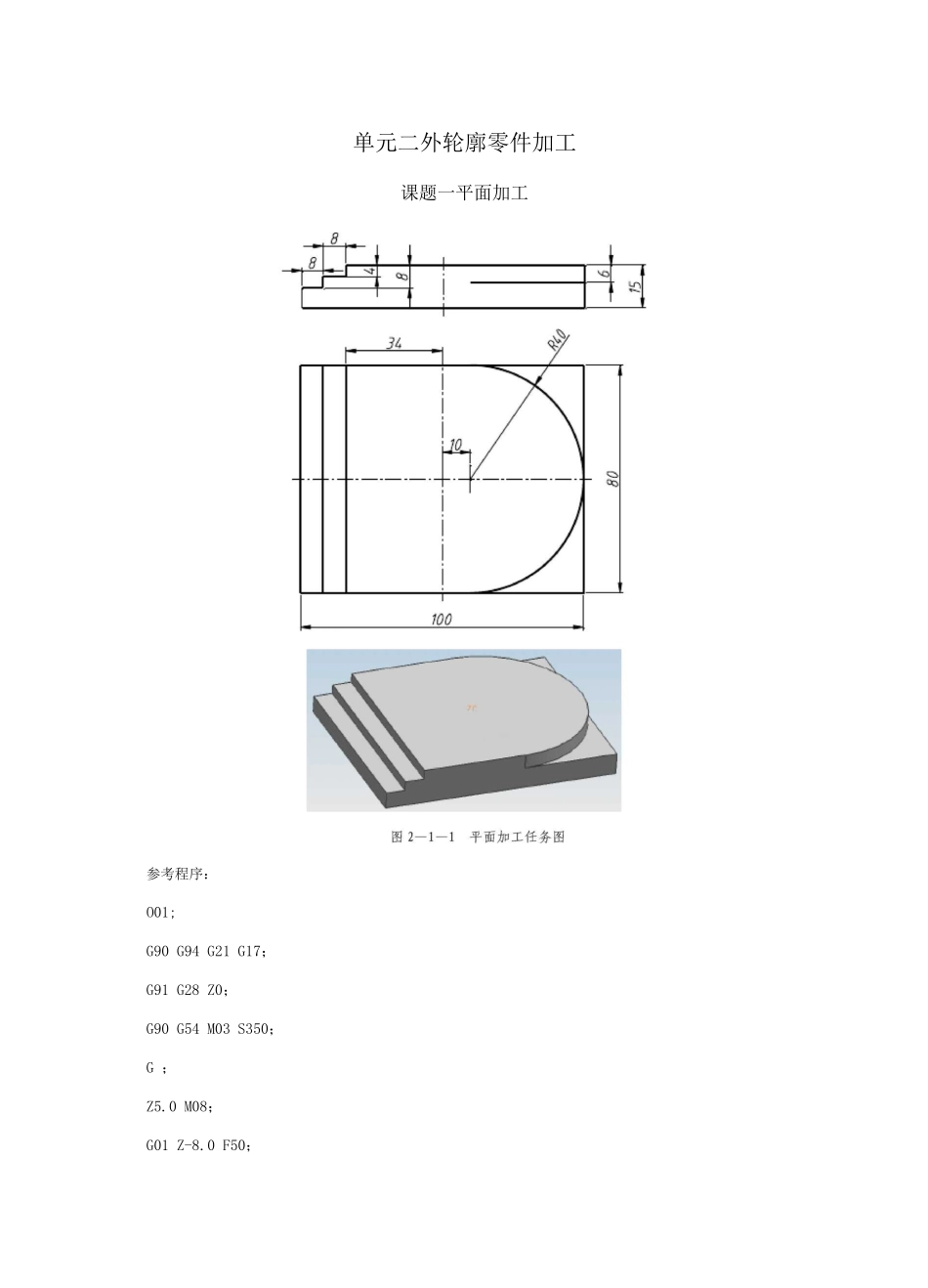
单元二外轮廓零件加工课题一平面加工参考程序:O01;G90 G94 G21 G17;G91 G28 Z0;G90 G54 M03 S350;G ;Z5
0 M08;G01 Z-8
0 F50;Y50
0 F52;G ;;G01 Z-4
0 F50;Y50
0 F52;G ;X10
;G01 Z-6
0 F50;G02R50
0 F52;G Z20
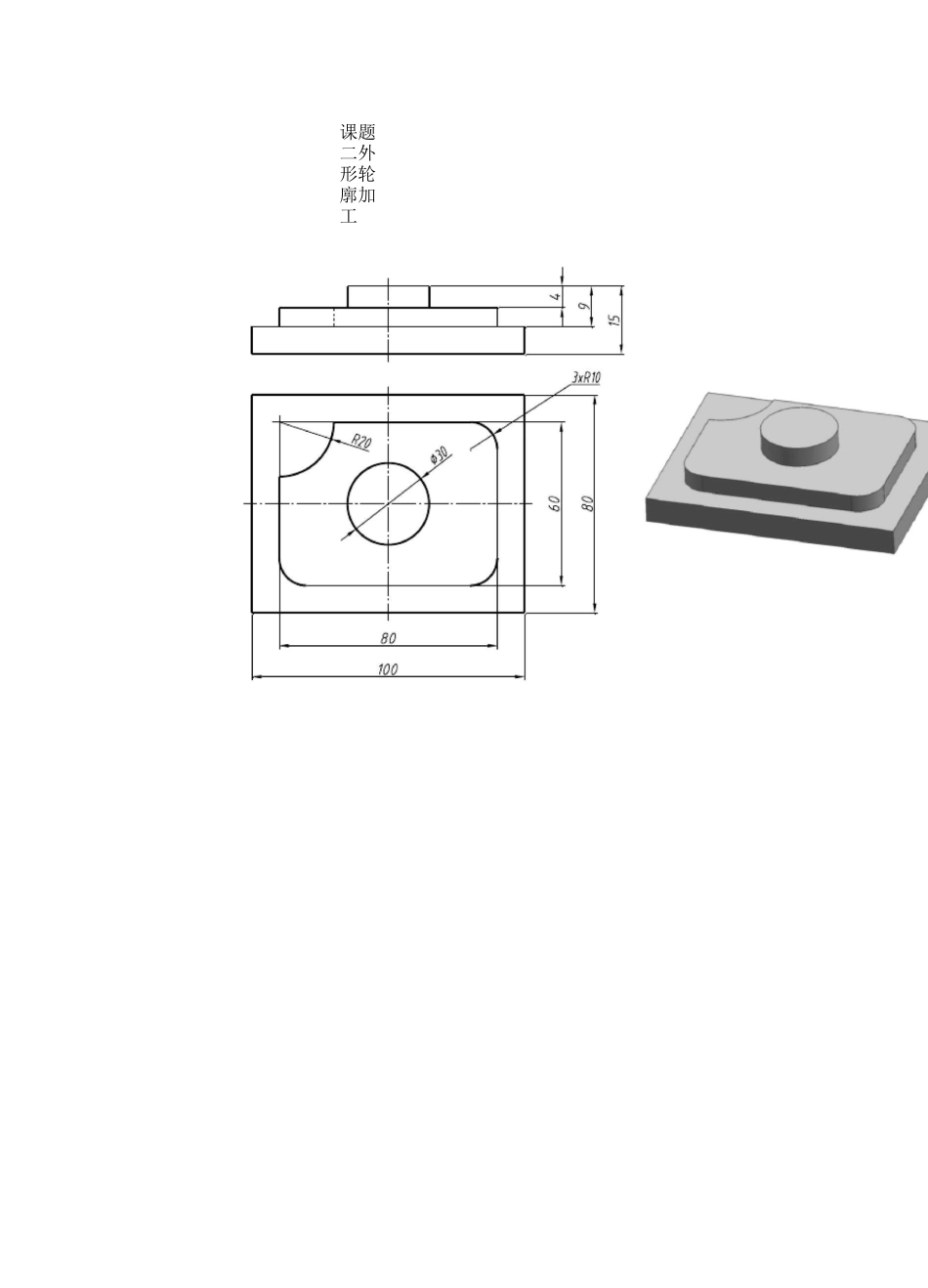
0 M09;G91 G28 Z0;M30;课题二外形轮廓加工图 2 — 2 — 1 零件加工任务图参考程序:(1)圆柱台加工程序O 01;G90 G94 G40 G17 G21;G91 G28 Z0;G90 G54 M3 S350;G Y0;;G01 Z-4
0 F52;G41 D02 G01 Y0 F52;G02 J0;G40 G01 Y0;G41 D02 G01 YO;G02 J0;G40 G01 Y0;G41 D02 G01 Y0;G02 J0;G40 G01 Y0;G ;G91 G28 Z0;M30;(2 )外轮廓加工程序O 02;G90 G94 G40 G17 G21;G91 G28 ZO;G90 G54 M03 S350;G Y52
0 M08;;G01 Z-9
0 F52;G41 D02 G01 Y30
0 F52;G01G02;G01 ;G02;G01 ;G02;G01 ;G03;G40 G01 ;G Z20
0 M09;G91 G28 Z0;M30;粗加工时,选用① 20 的立铣刀,刀具号为 T02,刀具半径补偿号为 D02,补偿值为10
2mm 是精加工余量)
精加工时,选用① 12 的立铣刀,刀具号为 T03,刀具半径补偿号为 D03,补偿值为 6mm
单元三内轮廓零件加工课题一槽加工图 3-1-1 槽加工任务图参考程序:(1 )十字槽粗加工程序O 01;G90 G40 G21 G17 G94;G