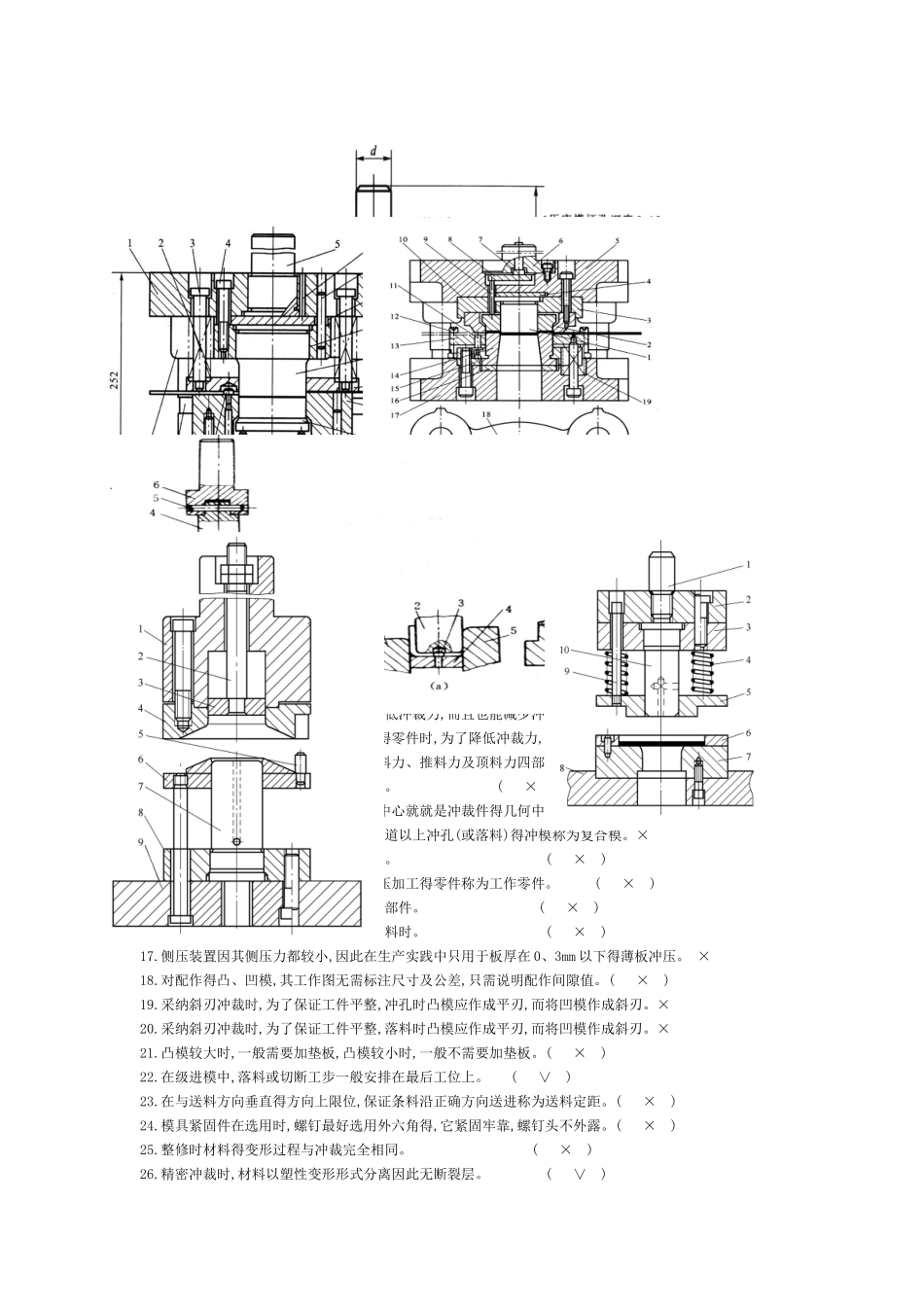
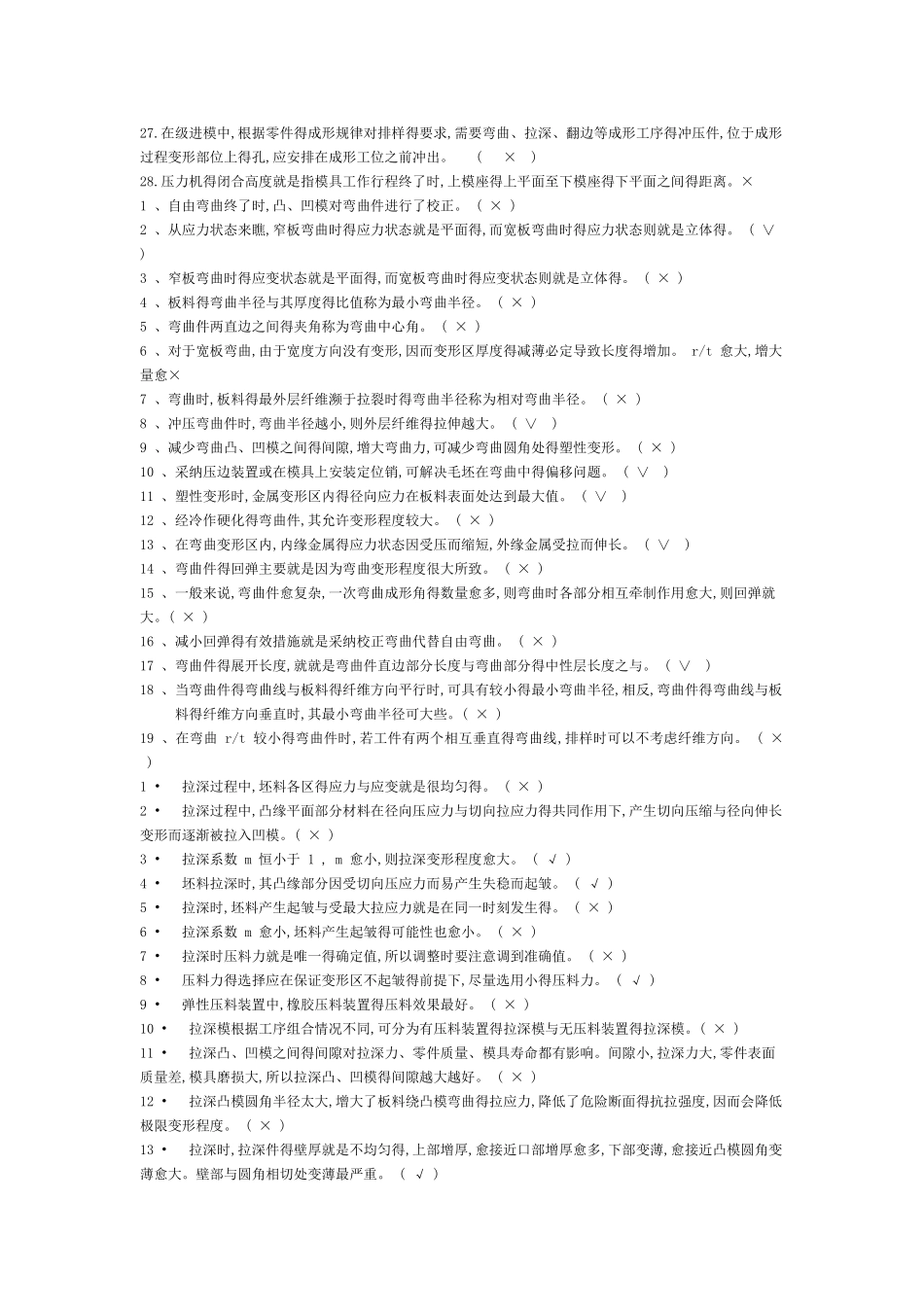
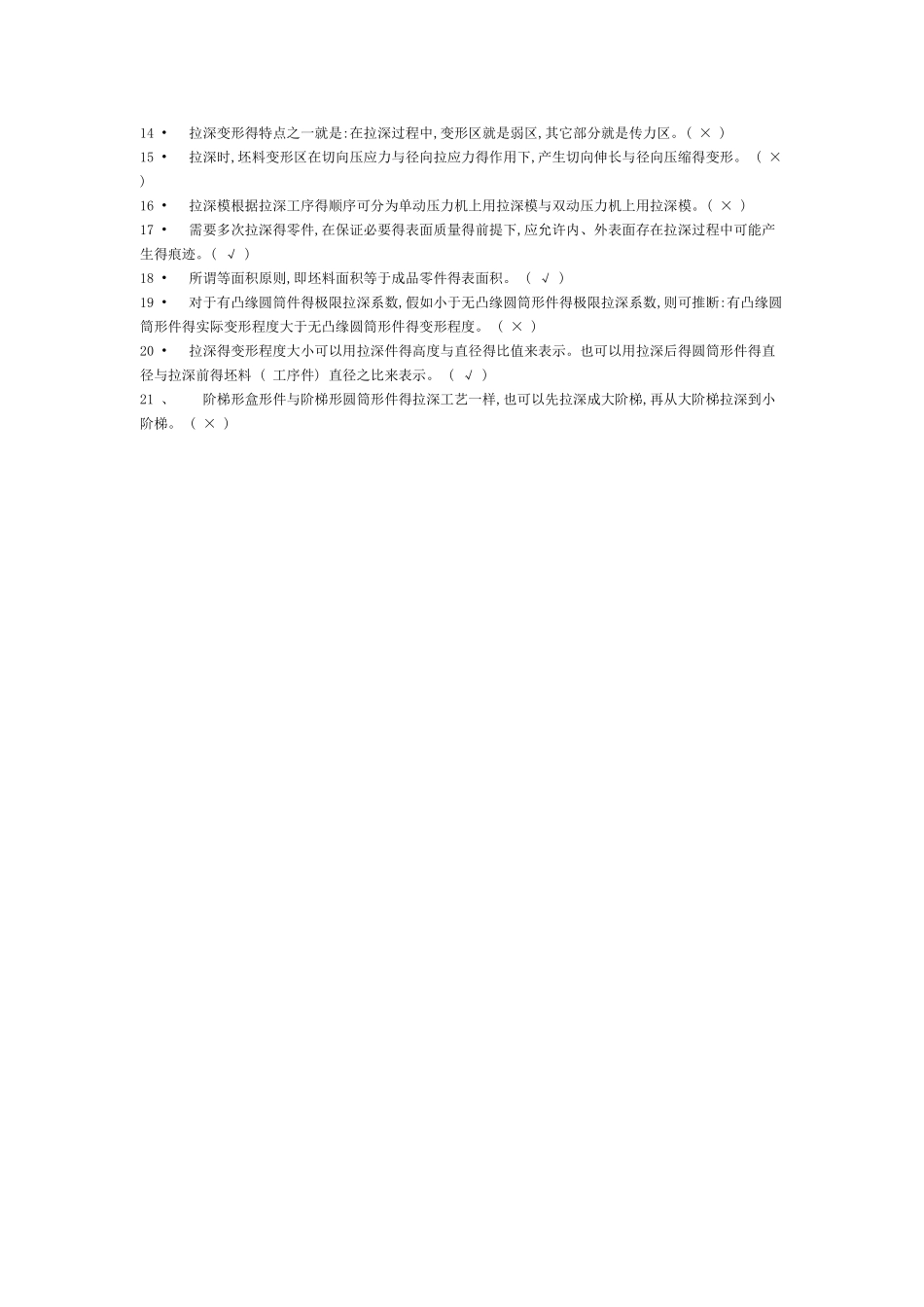
1— 下模座 2、15—销钉 3 凹模 4 套 5 导柱 6 导套 7 上模座 8 卸料板 9 橡胶10 凸 模 固定板 11—垫板 12—卸料螺钉 13— 凸 模 14 —模柄 16、17 螺钉 图 2、0、1 冲裁模典型结构与模具总体设计尺寸关系图复合模得基本结构1—凸模;2—凹模;3—上模固定板;4、16—垫板;5—上模座;6—模柄;7—推杆; 8—推块; 9—推销;10—推件块;11、18—活动档料销;12—固定挡料销;13—卸料板 14—凸凹模;15—下模固定板;17—下模座;19—弹簧1-下模座;2、5-销钉;3-凹模;4-凸模 1-凹模;2-凸模;3-定位钉;4-压料板;5-靠板6-上模座;7-顶杆;8-弹簧; 图 3、4、2 L 形件弯曲模 9、11-螺钉;10-可调定位板1
冲裁间隙过大时,断面将出现二次光亮带
( × )2
冲裁件得塑性差,则断面上毛面与塌角得比例大
( × ) 3
形状复杂得冲裁件,适于用凸、凹模分开加工
( × )4
对配作加工得凸、凹模,其零件图无需标注尺寸与公差,只说明配作间隙值
( × )5
整修时材料得变形过程与冲裁完全相同
( × )6
利用结构废料冲制冲件,也就是合理排样得一种方法
( ∨ )7
采纳斜刃冲裁或阶梯冲裁,不仅可以降低冲裁力,而且也能减少冲裁功
( × )8
冲裁厚板或表面质量及精度要求不高得零件时,为了降低冲裁力,一般采纳加热冲裁得方法进行
( ∨ )9
冲裁力就是由冲压力、卸料力、推料力及顶料力四部分组成
( × )10
模具得压力中心就就是冲压件得重心
( × )11
冲裁规则形状得冲件时,模具得压力中心就就是冲裁件得几何中心
( × )12
在压力机得一次行程中完成两道或两道以上冲孔(或落料)得冲模称为复合模
凡就是有凸凹模得模具就就是复合模
( × )14