1、当您付费下载文档后,您只拥有了使用权限,并不意味着购买了版权,文档只能用于自身使用,不得用于其他商业用途(如 [转卖]进行直接盈利或[编辑后售卖]进行间接盈利)。2、本站所有内容均由合作方或网友上传,本站不对文档的完整性、权威性及其观点立场正确性做任何保证或承诺!文档内容仅供研究参考,付费前请自行鉴别。3、如文档内容存在违规,或者侵犯商业秘密、侵犯著作权等,请点击“违规举报”。
碎片内容
型材生产工艺流程图(4 页)Good is good, but better carries it
精益求精,善益求善
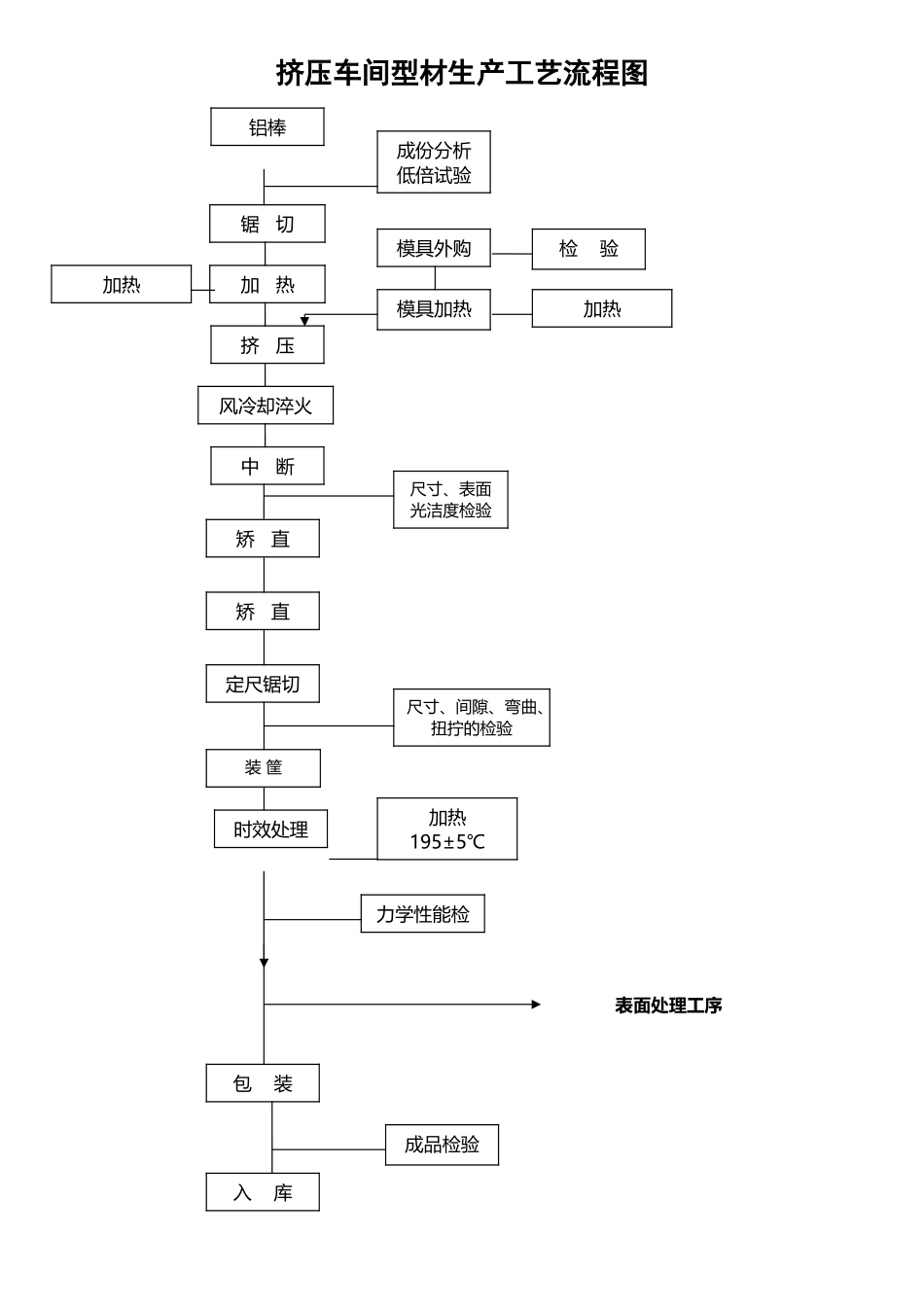
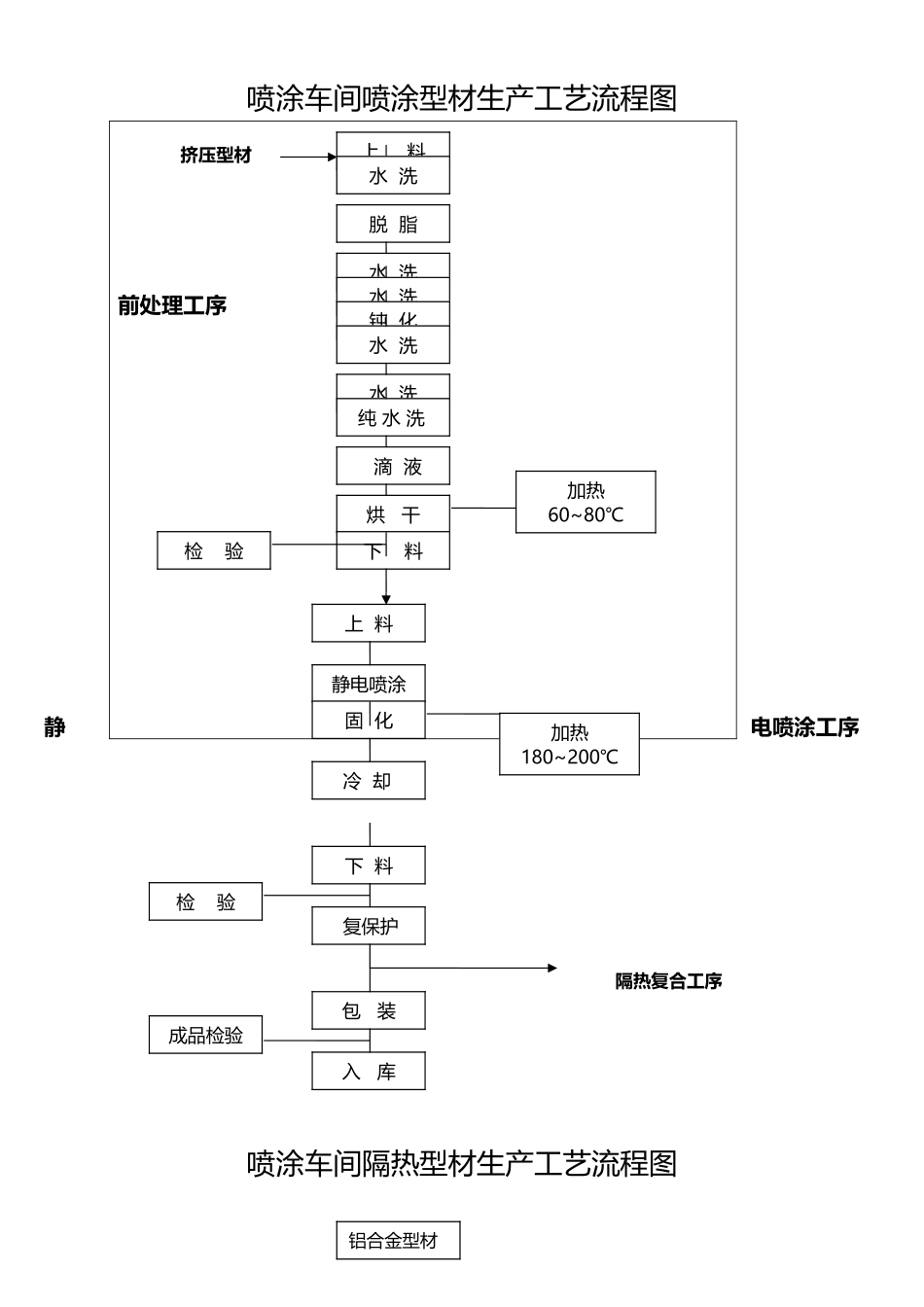
挤压车间型材生产工艺流程图 表面处理工序 锯 切铝棒加 热挤 压中 断风冷却淬火矫 直定尺锯切成份分析低倍试验尺寸、表面光洁度检验力学性能检验模具加热模具外购时效处理成品检验包 装入 库检 验尺寸、间隙、弯曲、扭拧的检验装 筐矫 直加热195±5℃保温 2 小时加热470~510℃加热420~500℃喷涂车间喷涂型材生产工艺流程图 静电喷涂工序 隔热复合工序 喷涂车间隔热型材生产工艺流程图 挤压型材前处理工序上 料脱 脂水 洗水 洗钝 化水 洗水 洗纯 水 洗滴 液烘 干下 料检 验上 料静电喷涂固 化冷 却下 料复保护膜检 验包 装铝合金型材入 库加热180~200℃12~18min加热60~80℃30~50min水 洗成品检验 ({
,':~:-、{',
一家传播文化教育的小店,资料丰富,随意挑选。