埋弧焊焊丝焊剂的选择(13 页)Good is good, but better carries it
精益求精,善益求善
2 ——埋弧焊材料焊丝、焊剂及选配 焊丝和焊剂是埋弧焊的消耗材料,从普通碳素钢到高级镍合金多种金属材料的焊接都可以选用焊丝和焊剂配合进行埋弧焊接
二者直接参加焊接过程中的冶金反应,因而它们的化学成分和物理性能不仅影响埋弧焊过程中的稳定性、焊接接头性能和质量,同时还影响着焊接生产率,因此根据焊缝金属要求,正确选配焊丝和焊剂是埋弧焊技术的一项重要内容
1.2.1 焊丝 埋弧焊使用的焊丝有实心焊丝和药芯焊丝两类,生产中普遍使用的是实心焊丝,药芯焊丝只在某些特别场合应用
焊丝品种随所焊金属的不同而不同,目前已有碳素结构钢、低合金钢、高碳钢、特别合金钢、不锈钢、镍基合金钢焊丝,以及堆焊用的特别合金焊丝
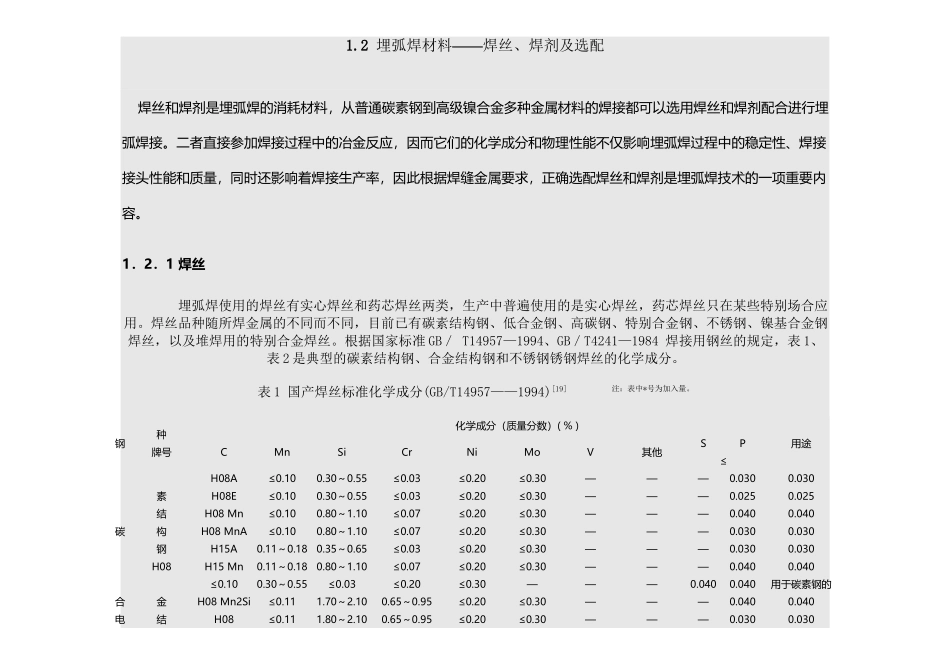
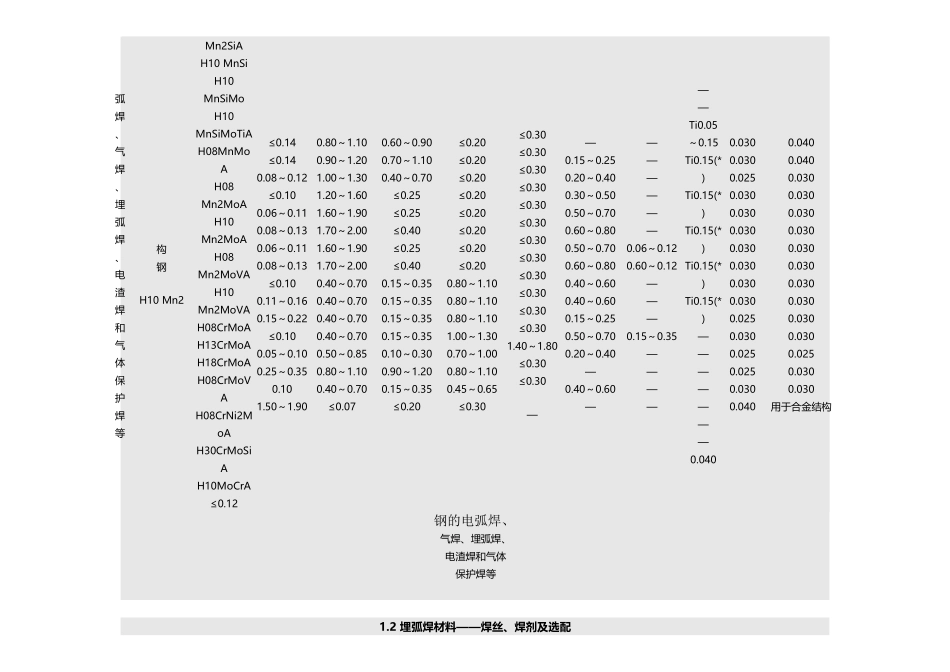
根据国家标准 GB/ T14957—1994、GB/T4241—1984 焊接用钢丝的规定,表 1、表 2 是典型的碳素结构钢、合金结构钢和不锈钢锈钢焊丝的化学成分
表 1 国产焊丝标准化学成分(GB/T14957——1994)[19] 注:表中*号为加入量
钢种牌号化学成分(质量分数)( % )CMnSiCrNiMoV 其他SP用途≤碳素结构钢H08H08AH08EH08 MnH08 MnAH15AH15 Mn≤0
30 ——————— ———