对时应在距接中心 2mm 处测量平衡度,其允许偏差为 2mm
切端面倾斜偏差不应大于管子外径的 1%,且不得超过 3mm4
管道焊接工艺:(1) 材料要求:材质及规格须符合设计要求,有出厂合格证书及复试报告单
(2)焊条要求:药皮无裂纹、气孔等缺陷,焊接中电弧应燃烧稳定,熔化均匀,无成块脱落现象,使用需经烘干处理
(3)焊前准备:管清理洁净内壁应齐平,错边量不大于 1mm,焊装置牢固,实行必要措施防止焊接产生应力变形
(4) 焊接设备:沟通电焊机、直流电焊机、角向磨光机、烘干箱、保温桶
(5)焊工要求:焊工须持有焊接合格证,上岗前培训考核
作业场地有安全防护,防止烧伤、触电、塌方伤人
(6)焊接工艺:焊接前对管道进行除锈,露出金属本色后刷防锈漆
管道焊接时实行合理施焊方法和顺序,保证起弧和收弧处的质量,多层焊接接头应错开,每层焊完后应清除熔渣、飞溅物
如有缺陷,使用角向砂轮机铲除重焊
焊接采纳单面手工电弧焊方式,每焊完一层都用手砂轮打磨处理,再焊下一层
为了减少焊接变形和焊接应力,可采纳对称或分段等焊接方式
焊缝均应进行外观检查,焊缝加强高为 1MM,焊缝宽度应盖住坡 2MM
焊缝表面无裂:缝、气孔、夹渣
焊缝应达到 II 级片 1%合格
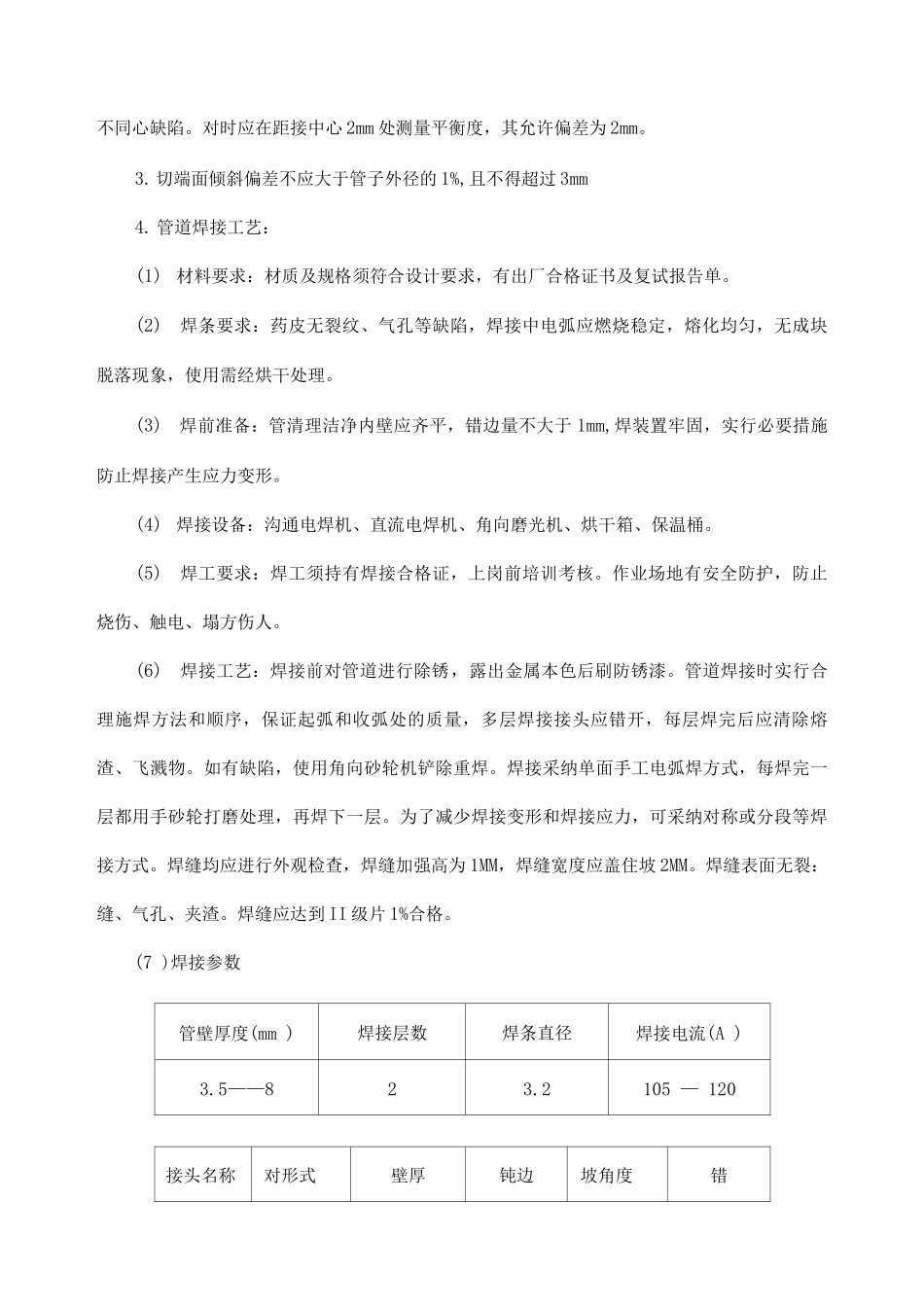
(7 )焊接参数管壁厚度(mm )焊接层数焊条直径焊接电流(A )3
5——823
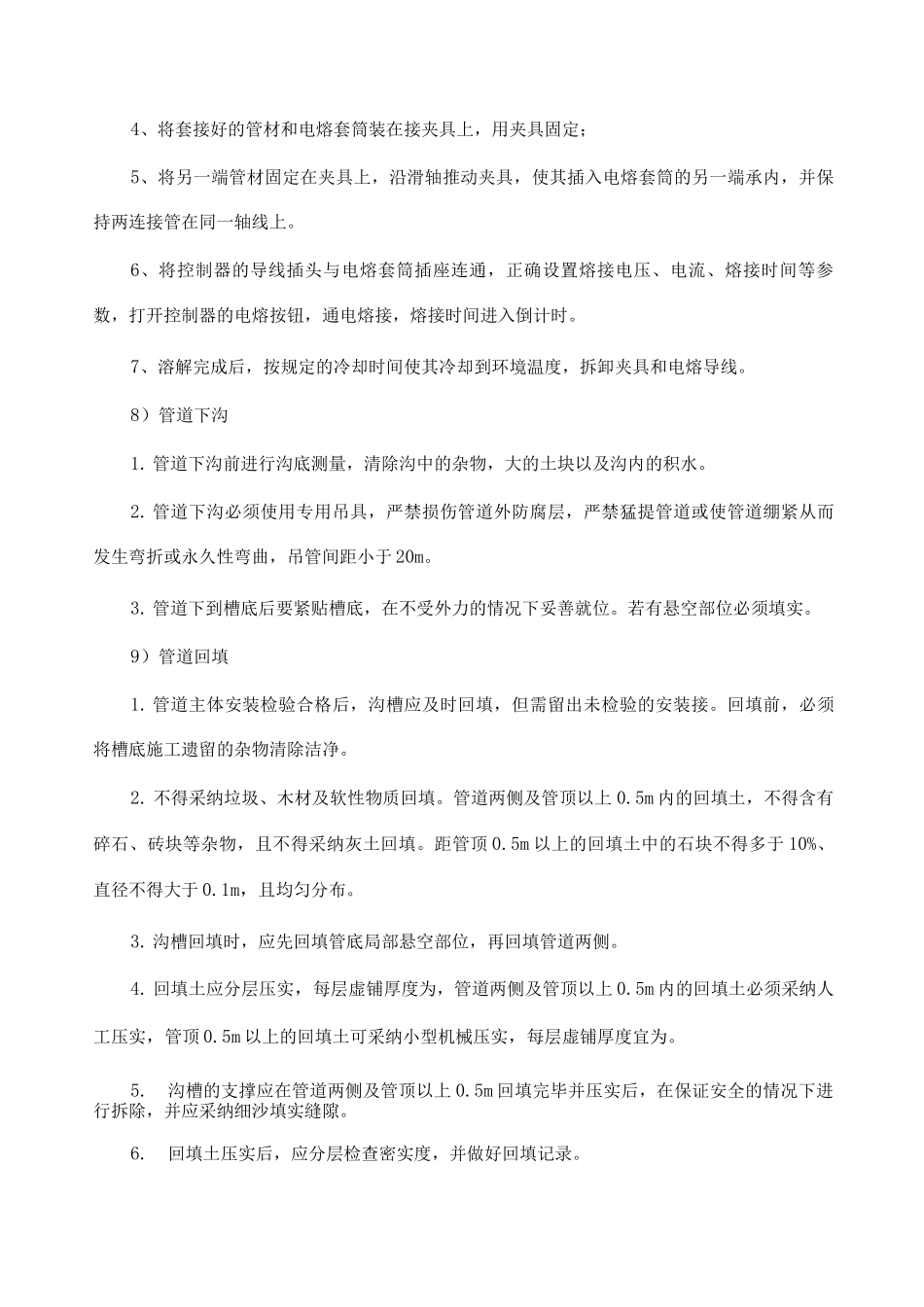
2105 — 120接头名称对形式壁厚钝边坡角度错4、将套接好的管材和电熔套筒装在接夹具上,用夹具固定;5、将另一端管材固定在夹具上,沿滑轴推动夹具,使其插入电熔套筒的另一端承内,并保持两连接管在同一轴线上
6、将控制器的导线插头与电熔套筒插座连通,正确设置熔接电压、电流、熔接时间等参数,打开控制器的电熔按钮,通电熔接,熔接时间进入倒计时
7、溶解完成后,按规定的冷却时间使其冷却到环境温度,拆卸夹具和电熔导线
8)管道下沟1