二氧化碳气保焊常用焊接参考参数以及相应得影响•电流及焊丝直径,在输出功率相同时,电流相对增加焊丝融化速度
•材料厚度〈5mm 时,焊接电流小于 200A,焊丝 Φ1、0,•5mm〈材料厚度〈10mm 时,焊接电流小于 250A,焊丝 Φ1、0、Φ1、2•10mm〈材料厚度〈16mm 时,焊接电流小于 300A,焊丝 Φ1、0、Φ1、2•16mm〈材料厚度〈30mm 时,焊接电流小于 360A,焊丝 Φ1、2•电压:在输出功率相同时,电压相对增加焊缝熔深,并使得焊缝趋向不稳定
•〈 300A 时,焊接电压=(0、05X 焊接电流+14±2)伏, • 〉 300A 时,焊接电压=(0、05X 焊接电流+14±2)伏,•保护气体得影响:•CO2 影响焊接时焊丝得融化速度与冷却速度,相对提高焊接效率,焊接薄板时增加含量会引起焊接不稳定
•Ar 降低焊接时焊缝得冷却速度,增强焊接得稳定性
•气压与流速过低或者过高容易引起焊接得气孔等缺陷
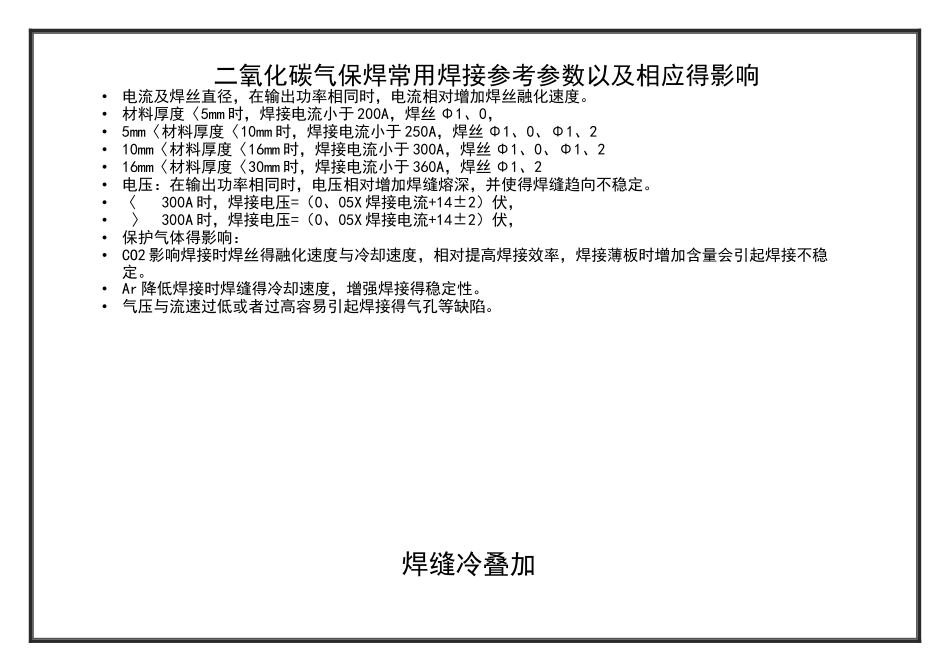
焊缝冷叠加外观剖切面冷叠加缺陷推断:观察焊道之间以及焊缝与基材之间就是否存在尖锐得缝隙,一般发生在多道焊得角焊缝上
缺陷成因:焊缝一层层冷堆在一起,焊缝之间未融合,主要原因为电压偏低、焊速过慢以及摆幅过大
处理办法:打磨或者其她方式去除不良得焊缝段,重新焊接
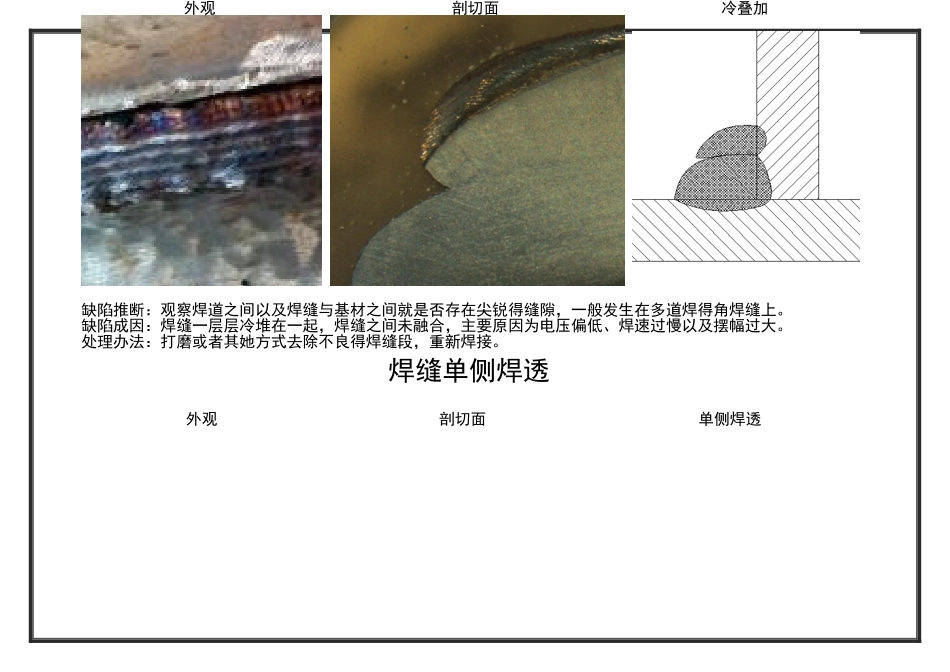
焊缝单侧焊透外观剖切面单侧焊透缺陷推断:从外观上不能做出有效推断 ,在观察剖切面时发现零件一侧有融透一侧未融合(即保持焊前零件外形)
缺陷成因:焊接得二侧基材不相同时焊枪得指向不合理以及焊接电压选择不合理
处理办法:打磨或者其她方式去除不良得焊缝段,重新调整焊枪得指向、增加焊接电流电压焊接
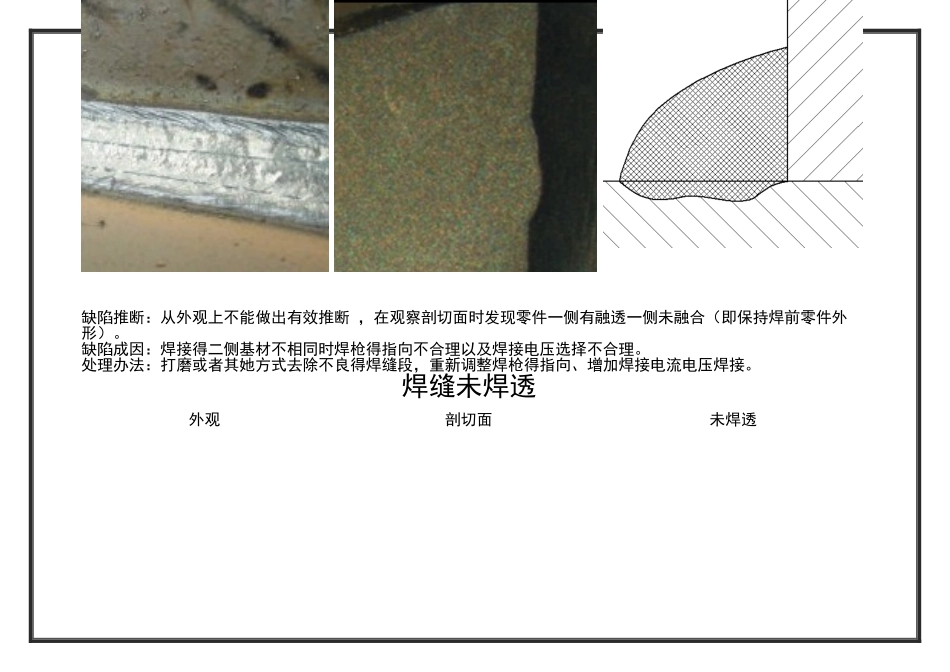
焊缝未焊透外观剖切面未焊透缺陷推断:从外观上不能做出有效推断 ,在观察剖切面时发现零件未融合(即基本保持焊前零件边界线)
缺陷成因:焊接电流、电压选择不合理、焊接速度使用不合理
处理办法:打磨或者其她方式去除