焊接材料选用原则编制说明1
1 本标准作为工厂产品设计,工艺文件编制和焊接材料定额制定的主要依据
焊接材料选用标准依据以下原则制定
1 结构钢焊接材料的选用主要考虑其熔敷金属的强度等于或略高于母材
但对于淬硬倾向较大的钢种,其底层焊缝或非主要受力焊缝,可以选用其熔敷金属强度略低于母材的焊接材料2
对于耐热钢或不锈钢的焊接材料,主要考虑其熔敷金属的化学成份应与母材基本接近
同时要考虑到产品的工作条件和刚度大小
伺时要考虑到焊接工艺性能的因素
为了便于工厂对焊接材料的采购和管理,尽量简化品种
低合金钢与碳钢的异种钢焊,焊接材料选用基本原则是以机械性能达到较低一侧,而焊接工艺应按要求较高一侧
不锈钢与其他的异种钢焊接,焊接材料选用的基本原则是考虑过渡层的焊接特性
由于异种钢焊接情况比较复杂,某些情况下亦应通过焊接工艺试验或其它原则选定
考虑到供应工作的困难及其它特别原因,在选用标准中,专列一项“允许代用焊条(焊丝几在一般情况下均应选用“应选用焊条(焊丝)” 一栏中拟定的牌号
对于我厂第一次使用的新钢种,必须经过焊接工艺评定试验,确定其焊接材料,包括本标准中已列出的钢种,也必须通过焊接工艺评定试验加以验证
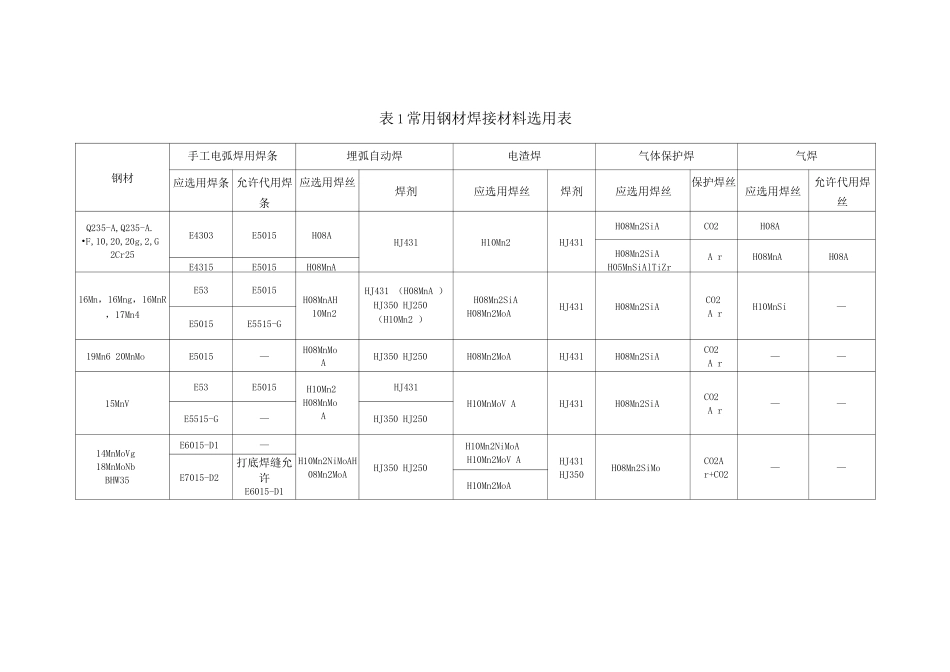
焊接材料选用标准(表 1、表 2、表 3、表 4)表 1 常用钢材焊接材料选用表钢材手工电弧焊用焊条埋弧自动焊电渣焊气体保护焊气焊应选用焊条 允许代用焊条应选用焊丝焊剂应选用焊丝焊剂应选用焊丝保护焊丝应选用焊丝允许代用焊丝Q235-A,Q235-A
•F,10,20,20g,2,G2Cr25E4303E5015H08AHJ431H10Mn2HJ431H08Mn2SiACO2H08AH08Mn2SiAH05MnSiAlTiZrA rH08MnAH08AE4315E5015H08MnA16Mn,16Mng,16MnR,17Mn4E5