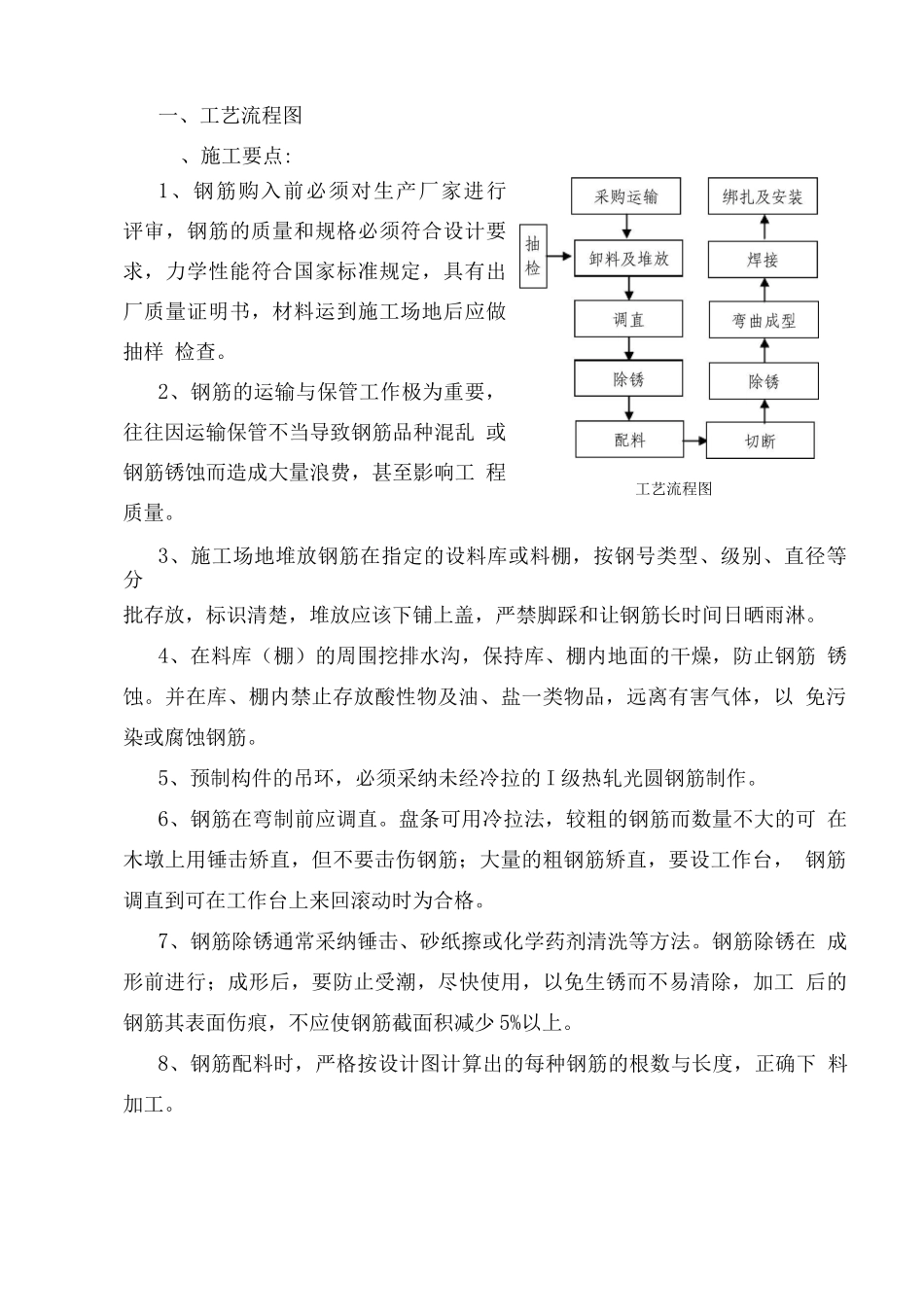
8中铁十二局集团太中银铁路银川联络线宁东客站钢筋工程作业指导董编制审核接收人日期中铁十二局集团太中银铁路银川联络线宁东客站项目部一、工艺流程图、施工要点:1、钢筋购入前必须对生产厂家进行 评审,钢筋的质量和规格必须符合设计要 求,力学性能符合国家标准规定,具有出 厂质量证明书,材料运到施工场地后应做抽样 检查
2、钢筋的运输与保管工作极为重要, 往往因运输保管不当导致钢筋品种混乱 或钢筋锈蚀而造成大量浪费,甚至影响工 程质量
3、施工场地堆放钢筋在指定的设料库或料棚,按钢号类型、级别、直径等分批存放,标识清楚,堆放应该下铺上盖,严禁脚踩和让钢筋长时间日晒雨淋
4、在料库(棚)的周围挖排水沟,保持库、棚内地面的干燥,防止钢筋 锈蚀
并在库、棚内禁止存放酸性物及油、盐一类物品,远离有害气体,以 免污染或腐蚀钢筋
5、预制构件的吊环,必须采纳未经冷拉的 I 级热轧光圆钢筋制作
6、钢筋在弯制前应调直
盘条可用冷拉法,较粗的钢筋而数量不大的可 在木墩上用锤击矫直,但不要击伤钢筋;大量的粗钢筋矫直,要设工作台, 钢筋调直到可在工作台上来回滚动时为合格
7、钢筋除锈通常采纳锤击、砂纸擦或化学药剂清洗等方法
钢筋除锈在 成形前进行;成形后,要防止受潮,尽快使用,以免生锈而不易清除,加工 后的钢筋其表面伤痕,不应使钢筋截面积减少 5%以上
8、钢筋配料时,严格按设计图计算出的每种钢筋的根数与长度,正确下 料加工
工艺流程图9、切断钢筋用切筋机,也可用气割或人工手动、电动、剪切
10、钢筋的弯曲用弯筋机或人工在加工棚内弯制成型,钢筋末端弯钩要 符合设计要求;当设计无要求时,应符合表一要求;弯制台上定位桩钉要确 保位置精确
弯制钢筋宜从中部开始,逐步弯向两端,弯钩应一次弯成
弯 曲钢筋时,先反复修正并完全符合设计的尺寸和形状,作为样板(筋)使用, 然后进行加工生产;钢筋成型后,详细检查尺寸和形