钢筋闪光对焊施工工艺钢筋闪光对焊是将两根钢筋安放成对接形式,利用焊接电流通过两根钢筋接触点产生的电阻热,使接触点金属熔化,产生强烈飞溅,形成闪光,迅速施加顶锻力完成的一种压焊方法
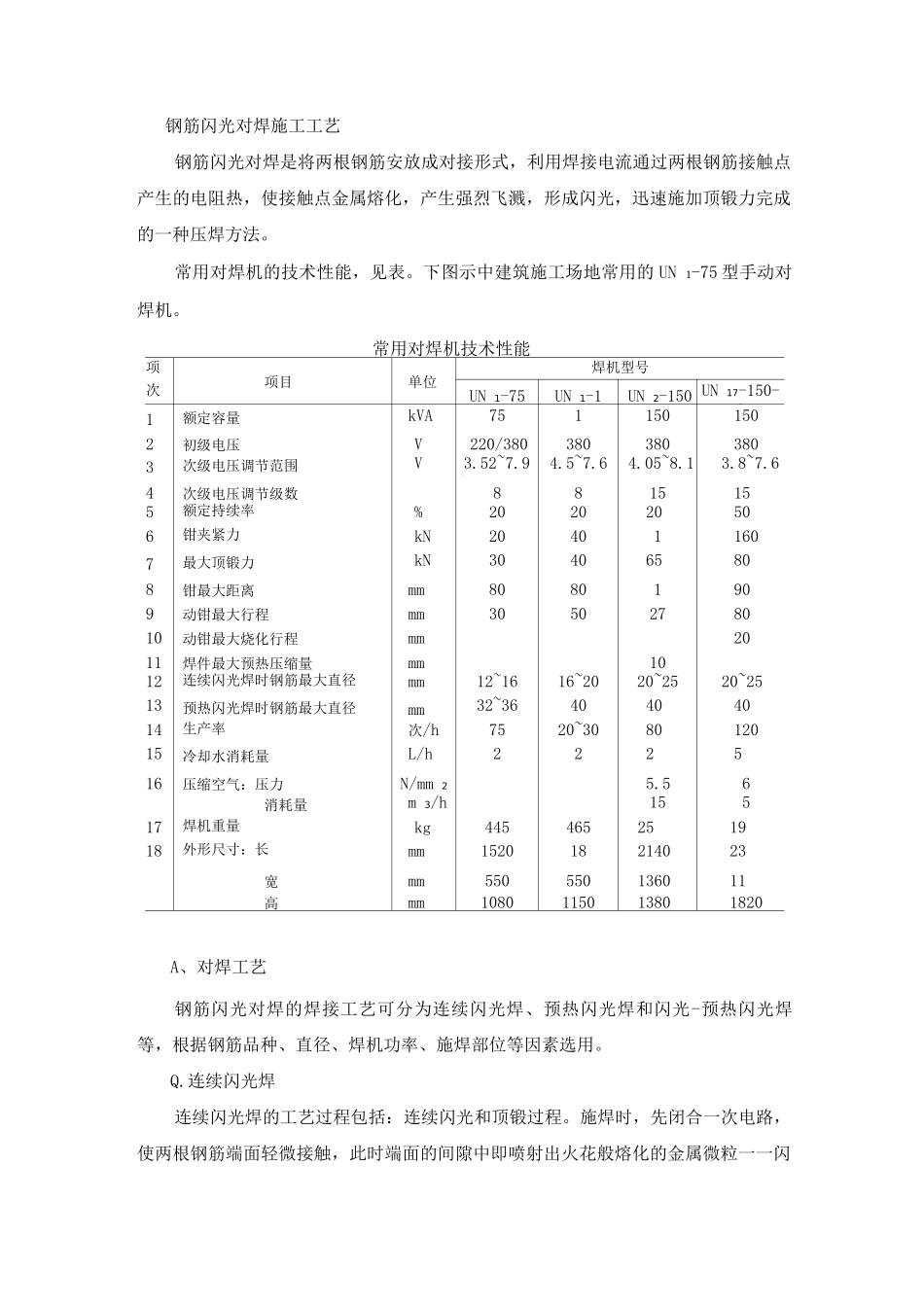
常用对焊机的技术性能,见表
下图示中建筑施工场地常用的 UN 1-75 型手动对焊机
常用对焊机技术性能项次项目单位焊机型号UN 1-75UN 1-1UN 2-150 UN 17-150-11额定容量kVA7511501502初级电压V220/3803803803803次级电压调节范围V3
64次级电压调节级数8815155额定持续率%202020506钳夹紧力kN204011607最大顶锻力kN304065808钳最大距离mm80801909动钳最大行程mm3050278010动钳最大烧化行程mm2011焊件最大预热压缩量mm1012连续闪光焊时钢筋最大直径mm12~1616~2020~2520~2513预热闪光焊时钢筋最大直径mm32~3640404014生产率次/h7520~308012015冷却水消耗量L/h222516压缩空气:压力N/mm 25
56消耗量m 3/h15517焊机重量kg445465251918外形尺寸:长mm152018214023宽mm550550136011高mm1080115013801820A、对焊工艺钢筋闪光对焊的焊接工艺可分为连续闪光焊、预热闪光焊和闪光-预热闪光焊等,根据钢筋品种、直径、焊机功率、施焊部位等因素选用
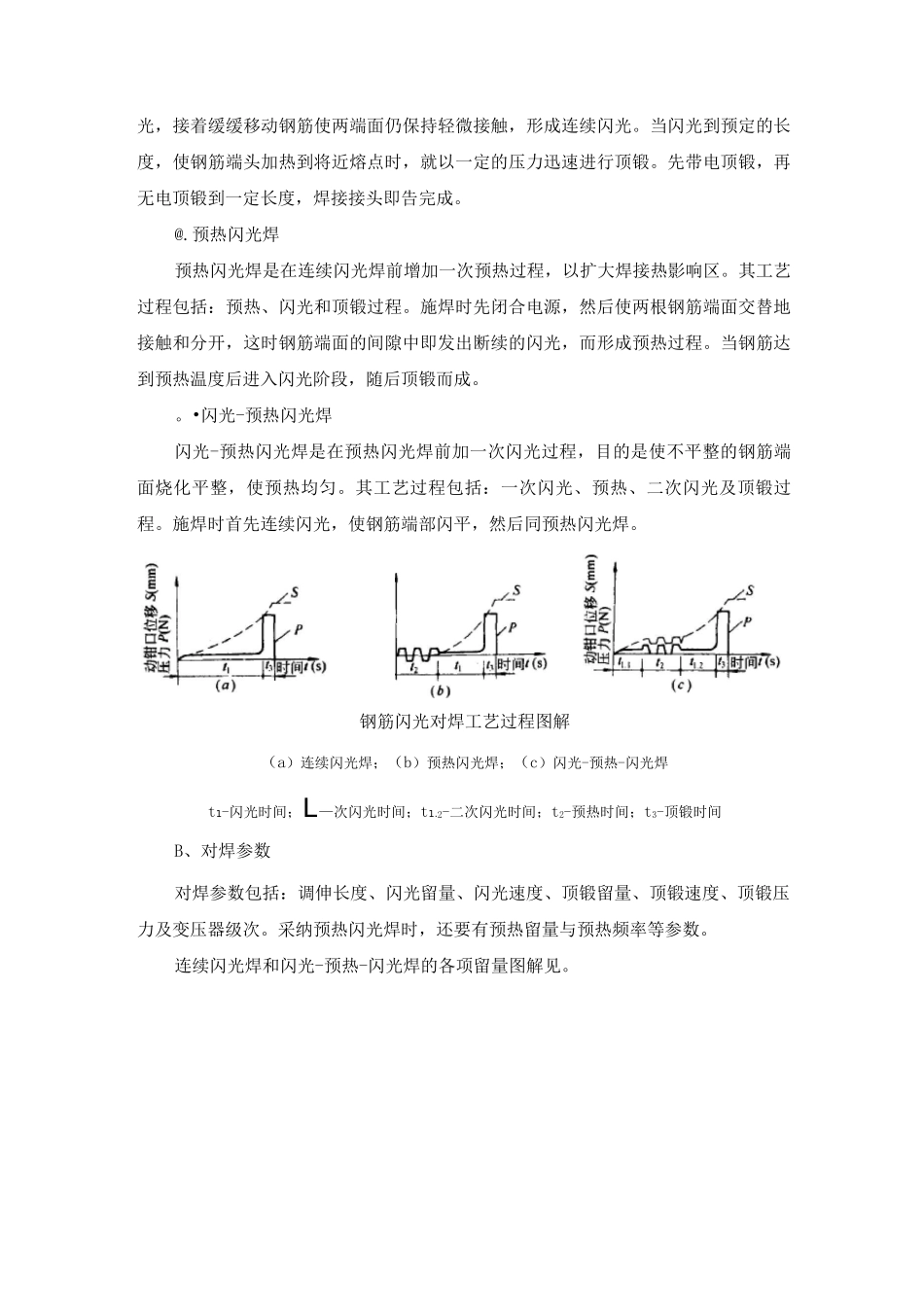
连续闪光焊连续闪光焊的工艺过程包括:连续闪光和顶锻过程
施焊时,先闭合一次电路,使两根钢筋端面轻微接触,此时端面的间隙中即喷射出火花般熔化的金属微粒一一闪光,接着缓缓移动钢筋使两端面仍保持轻微接触,形成连续闪光
当闪光到预定的长度,使钢筋端头加热到将近熔点时,就以一定的压力迅速进行顶