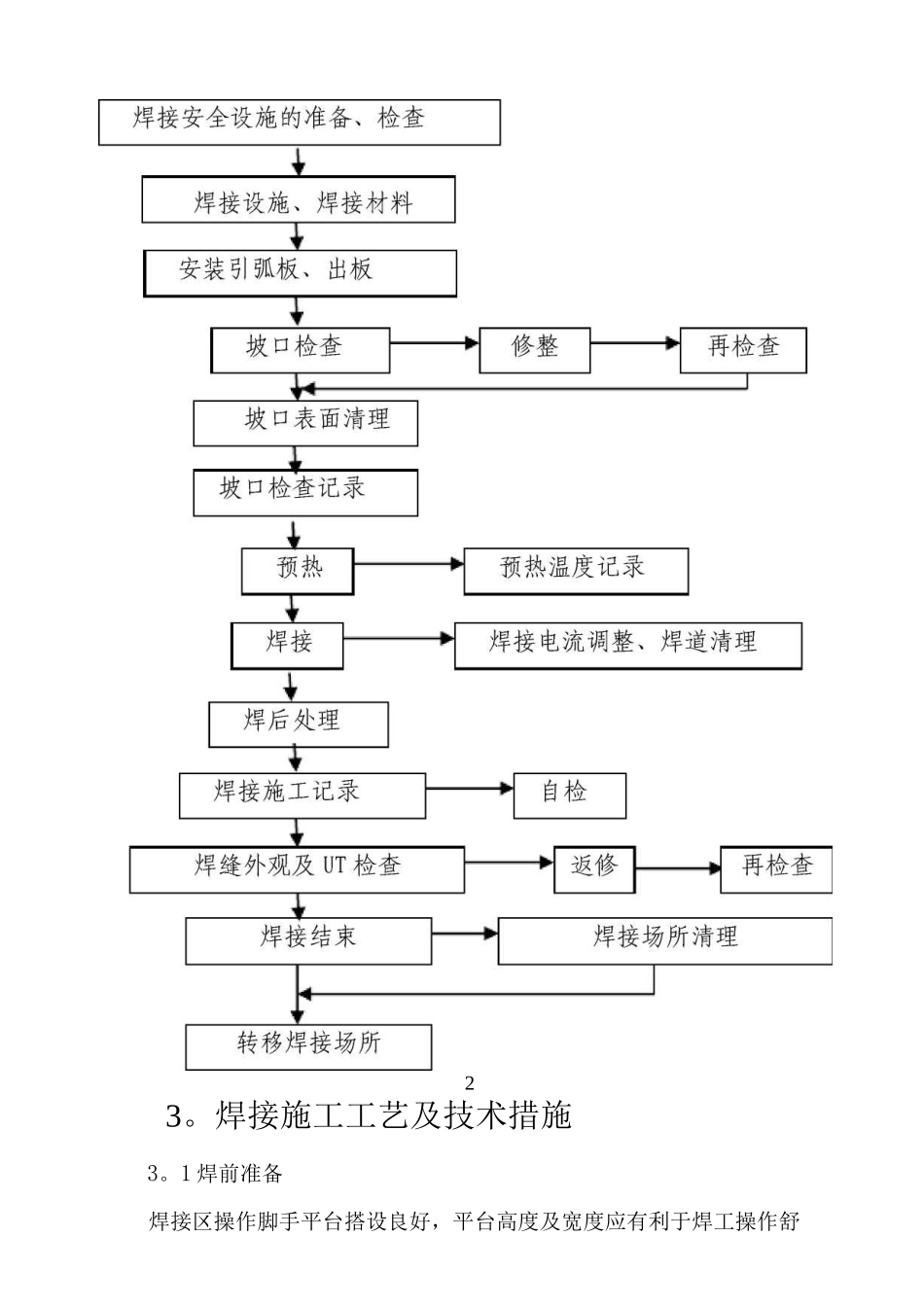
焊接工艺流程 23
焊接施工工艺及技术措施 33
1 焊前准备 33
2 焊接材料的选择 33
3 焊接预热 43
4 焊接环境 43
5 焊接工艺措施 53
6 厚板焊接工艺要点 93
7 焊接应力控制 123
8 焊接质量检查 124
焊接质量控制措施 35
钢结构焊接注意事项 6165
2 防雨措施 16 1
焊接工艺流程1
焊接施工工艺及技术措施3
1 焊前准备焊接区操作脚手平台搭设良好,平台高度及宽度应有利于焊工操作舒适、方便,并应有防风措施
由于 CO2气体保护焊焊枪线较短,考虑将焊机及送丝机置于操作平台上
操作平台是针对节点焊接而专门设计,具体详见安全设施一节
焊工配置一些必要的工具,比如:凿子、焊工专用榔头、刷子以及砂轮机等
焊把线应绝缘良好,如有破损处要用绝缘布包裹好,以免拖拉焊把线时与母材打火
焊接设备应接线正确、调试好,正式焊接前宜先进行试焊,将电压、电流调至合适的范围
检查坡装配质量
应去除坡区域的氧化皮、水份、油污等影响焊缝质量的杂质
如坡用氧-乙炔切割过,还应用砂轮机进行打磨至露出金属光泽
2 焊接材料的选择根据钢材化学成分、力学性能,对 Q345C 级钢的焊材选配,见下表 1 所示:表 1:焊材选择母材牌号手工焊条CO2 保护焊埋弧焊焊丝 焊剂Q235+Q235Q235+Q345CE4315E4316ER50-G(实芯)E501T1-1(药芯)H08AH08MnAF4A0Q345+ Q345E5015E5016H10Mn2H08MnAF48A2Q345GJC+Q345GJCE5015E5016H10Mn2F48A23
3 焊接预热预热是防止低合金高强钢焊接氢致裂纹的有效措施,可以控制焊接冷却速度,减少或避开热影响区(HAZ)中淬硬马氏体的产生,降低 HAZ 硬度,同时还可以