钢轨焊接施工工艺方法长钢轨厂内焊接由济南铁路局济南工务机械段桑梓店焊轨基地施工
厂内长钢轨焊接采纳接触焊焊接,施工场地长钢轨间联合接头钢轨焊接应采纳气压焊焊接,道岔内及两端与区间线路连接的钢轨焊接采纳气压焊或铝热焊
1 气压焊1)焊接设备、人员要求(1)设备要求:焊接设备主要包括压接机、加热器、控制箱、水冷装置、高压电动泵站和部分辅助配套设备(直轨器、除瘤割炬、端磨机、顶磨机、手把砂轮、氧气瓶、乙炔瓶及发电机组等)
用于钢轨气压焊接的设备应符合 TB/T 2622
1、2、3、4 的规定
(2)人员要求:焊接作业人员应持有国家铁路主管部门认可的技术机构颁发的“钢轨焊接工操作许可证”
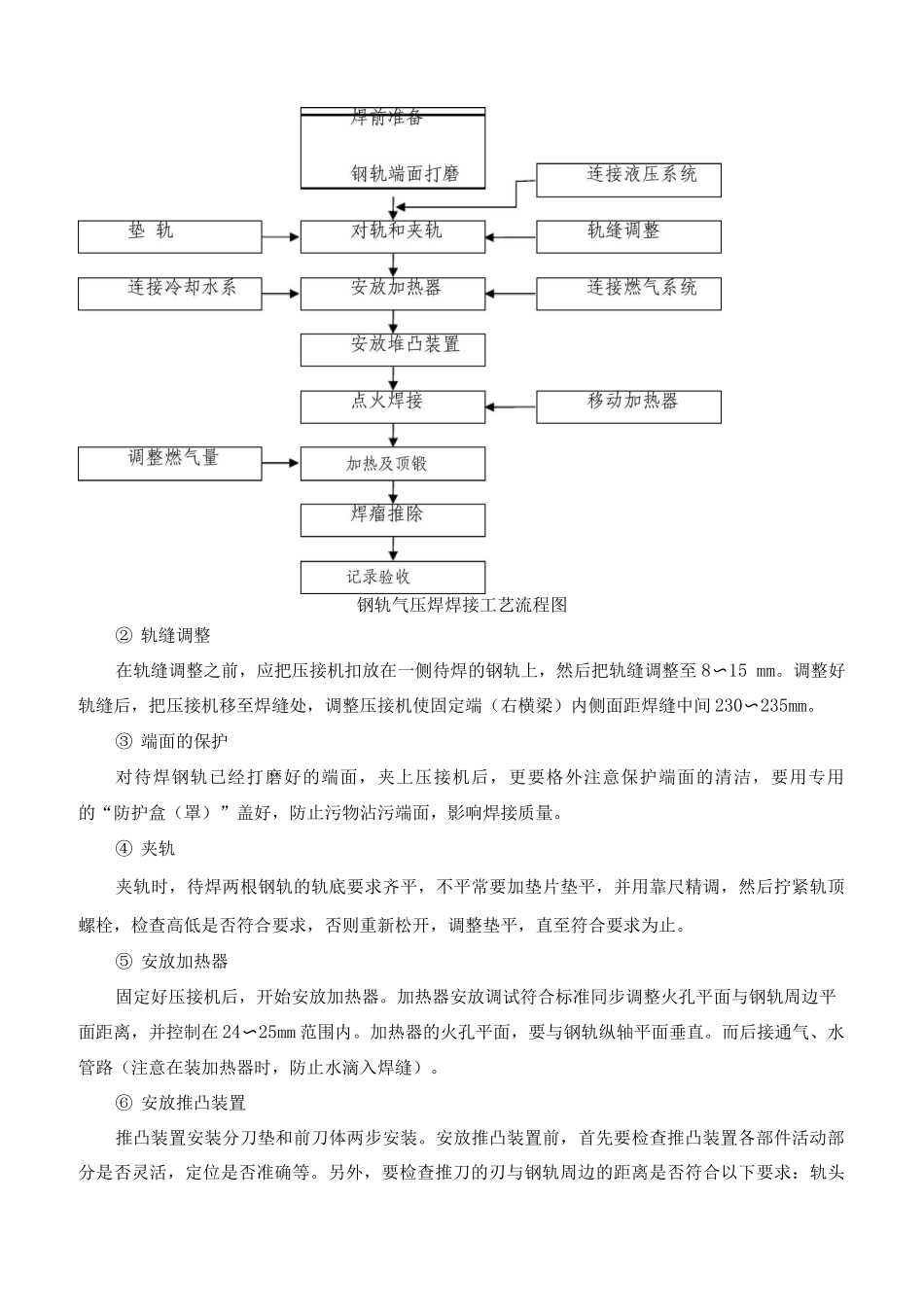
2)施工工艺及焊接方法钢轨气压焊工艺流程图见图 6
7-1 所示
(1)焊前准备全面检查水路、油路、气路系统是否畅通,加热器点火火焰是否正常;推凸装置各部件运转灵活与否,与轨型是否适合,刀刃完整状态
一切正常后,把后垫、前刀体、底刀均放在便于操作的位置上,以备使用
焊接环境的要求:施焊场所无雨,气温应不低于 0°C,风力应不大于 5 级
(2)焊前钢轨端面打磨焊前对钢轨端面进行打磨,端面斜度允许偏差为 0
(3)对轨和夹轨对轨包括拨轨、垫轨和轨缝调整三项内容
①拨轨和垫轨在待焊轨的下面,焊缝的两侧各垫四块枕木墩或专用的垫轨装置
第一块距离焊缝 1
5 m,其余相距 4
符合要求后,安放钢轨,并将钢轨人工拨正
钢轨气压焊焊接工艺流程图② 轨缝调整在轨缝调整之前,应把压接机扣放在一侧待焊的钢轨上,然后把轨缝调整至 8〜15 mm
调整好轨缝后,把压接机移至焊缝处,调整压接机使固定端(右横梁)内侧面距焊缝中间 230〜235mm
③ 端面的保护对待焊钢轨已经打磨好的端面,夹上压接机后,更要格外注意保护端面的清洁,要用专用的“防护盒(罩)”盖好,防止污物沾污端面,影响