锅炉焊接施工方法一、工艺范围本工艺适用于锅炉焊接全过程
二、引用标准1、《蒸汽锅炉安全技术监察规程》
2、DL57 -92 电力建设施工及验收技术法律规范(火力发电厂焊接 篇)
3、《锅炉压力容器焊工考试规则》
4、DL57 -92 钢焊缝射线照相及底片等分级分类法
三、工程概况根据国家技术监督局《蒸汽锅炉安全技术监察规程》规定,电站 锅炉受热面及其本体管道、主给水、主蒸汽管道等的焊接工作应根据 原水电部的规定执行,为保证锅炉受热面,本体管道等的焊接质量, 将制定本焊接工艺方案
四、对焊接人员的要求1、在锅炉安装质保体系中配备焊接责任工程师、质保员及持证 合格焊工、探伤人员
焊接技术工作是在焊接责任工程师的主持下工 作的,根据电厂锅炉的具体情况结合执行水电部《电建规》(焊接篇) 的有关规定,掌握整个焊接工程概况
在编制焊接工艺方案后组织焊 工上岗操作技能训练以及焊接代样、割样工作
根据焊接工艺方案编 写指导焊工操作的焊接工艺指导书(焊接工艺卡)
向有关人员进行 技术交底,焊接工程正式开工后,监督焊接工艺的执行、检查
整理 焊接技术文件及资料,发现违反焊接工艺指导书的规定时,监督检查 人员有权根据焊接质量情况实行停点检查
2、焊工必须经过焊接理论知识和实际操作技能的培训,并根据 《锅炉压力容器焊工考试规则》考试合格
在进入受热面管焊接前应 焊接代样合格
否则,不得上岗,应有良好的执行焊接工艺的意识
应严格根据焊接工艺指导书(焊接工艺卡)施焊
当发现有重大质量 问题时,应及时报告有关人员,不得自行处理,焊缝焊完及时打上焊 工钢印
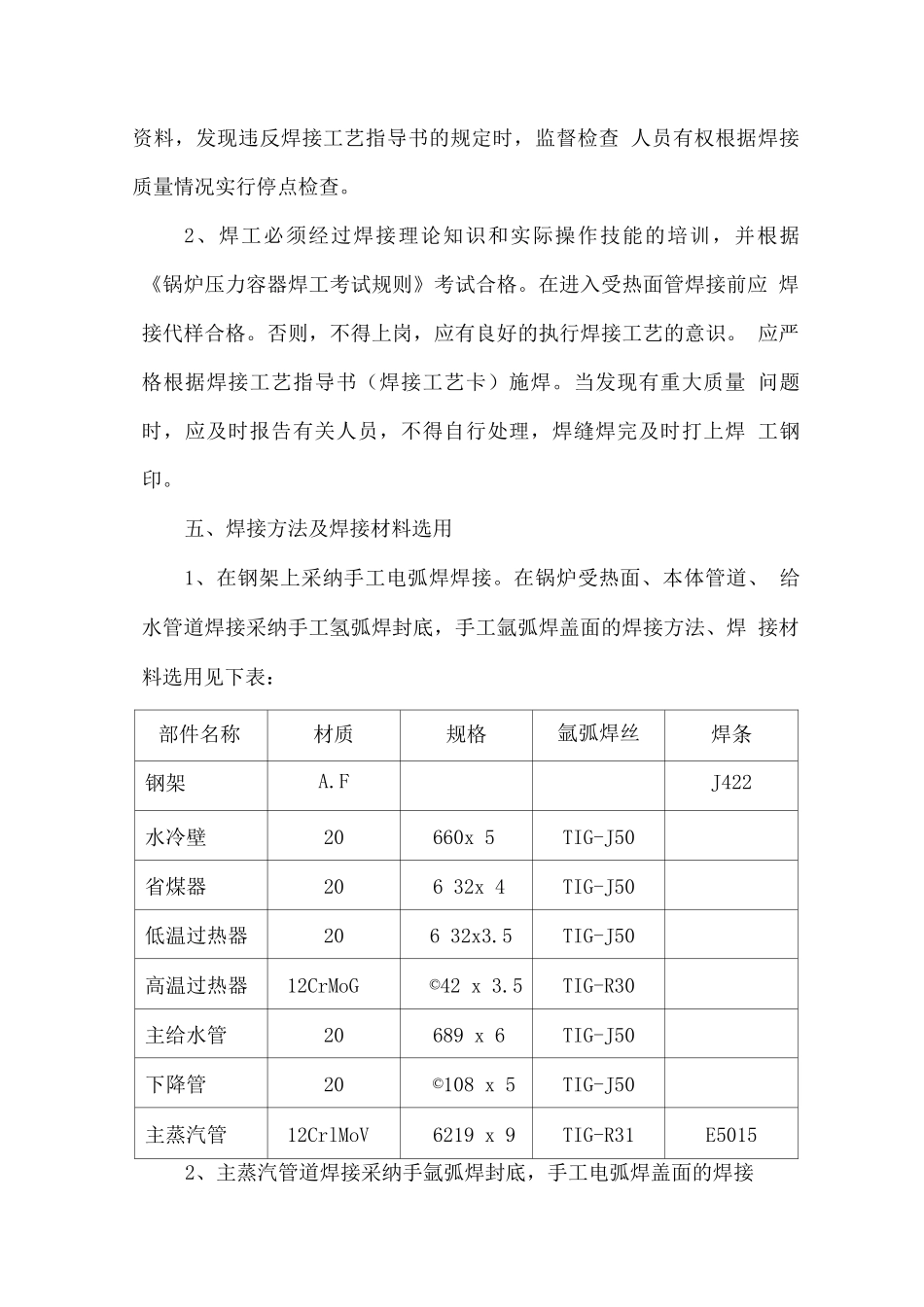
五、焊接方法及焊接材料选用1、在钢架上采纳手工电弧焊焊接
在锅炉受热面、本体管道、 给水管道焊接采纳手工氢弧焊封底,手工氩弧焊盖面的焊接方法、焊 接材料选用见下表:部件名称材质规格氩弧焊丝焊条钢架A
FJ422水冷壁20660x 5TIG-J50省煤