【摘 要】本文针对冷轧生产中钢带表面出现的非常规缺陷进行了形成机理分析,提出了相应的控制措施,彻底消除了该类缺陷的产生
【关键词】冷轧钢带缺陷成因预防措施1
前言冷轧薄钢带的表面质量缺陷较多,比如粘结、浪形、辊印、黑斑黑带、划伤等
这些缺陷都找到了产生原因,都可以通过生产各工序实行切实有效的控制措施来予以解决
冷轧厂生产中在钢带表面出现了一种非常规的成片分布或者成簇状分布的表面缺陷
这类缺陷以前未见过,也未有相关资料对其进行分析
针对该类缺陷,我厂根据生产各工序的工艺质量控制状况,找准了产生该缺陷的原因,提出了相应的解决措施,有效杜绝了该类缺陷产生
冷轧厂主要生产工艺流程为:来料 浅槽紊流盐酸酸洗 四辊单机架可逆冷轧 强对流全氢罩式炉光亮去应力退火 四辊单机架不可逆平整 重卷
在钢带轧制过程中,轧机乳化液采纳的是 quaker(奎克)轧制油与脱盐水的混合剂,可对冷轧提供良好的工艺润滑和冷却作用,能够在冷轧过程中减少钢带与轧辊之间的摩擦,减少铁粉微粒的产生,改善乳化液的性能指标,从而改善轧制过程及钢带表面质量
退火工序用以消除钢带的冷轧加工硬化,改善组织结构,获得所需要的机械性能和物理性能
通过炉内气氛强对流循环,以均匀罩式退火炉内的各点温度,通过气体置换,将挥发后的气态乳化液置换至炉台外,保证钢带表面的光亮度和清洁度
由于良好的光亮退火作用保证了钢带退火后表面的清洁度,在平整工序,冷轧厂主要采纳干平整工艺
在钢带表面清洁度得不到保证或者工序需求时,我厂也采纳湿平整工艺
钢带表面以麻面为交货状态,通过激光毛化获得有一定粗糙度的毛化工作辊进行平整生产获得
非常规表面缺陷形貌特征该类缺陷形态较多,但主要表现为两种
一种是缺陷成片分布,面积较大,表面粗糙不平,深浅不一,与包装纸板厚度方向撕开后呈现的粗糙毛化状类似
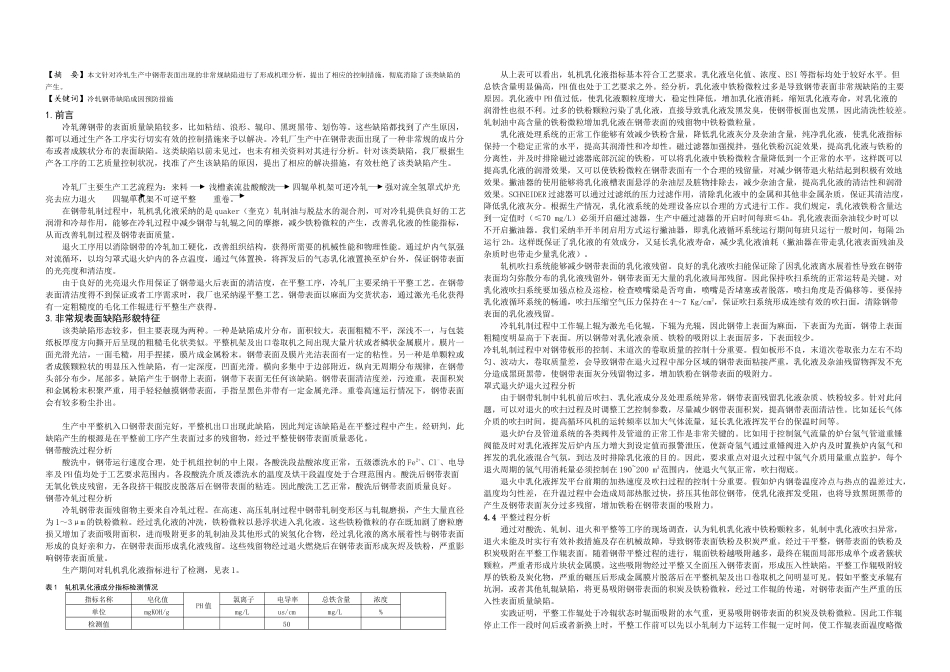
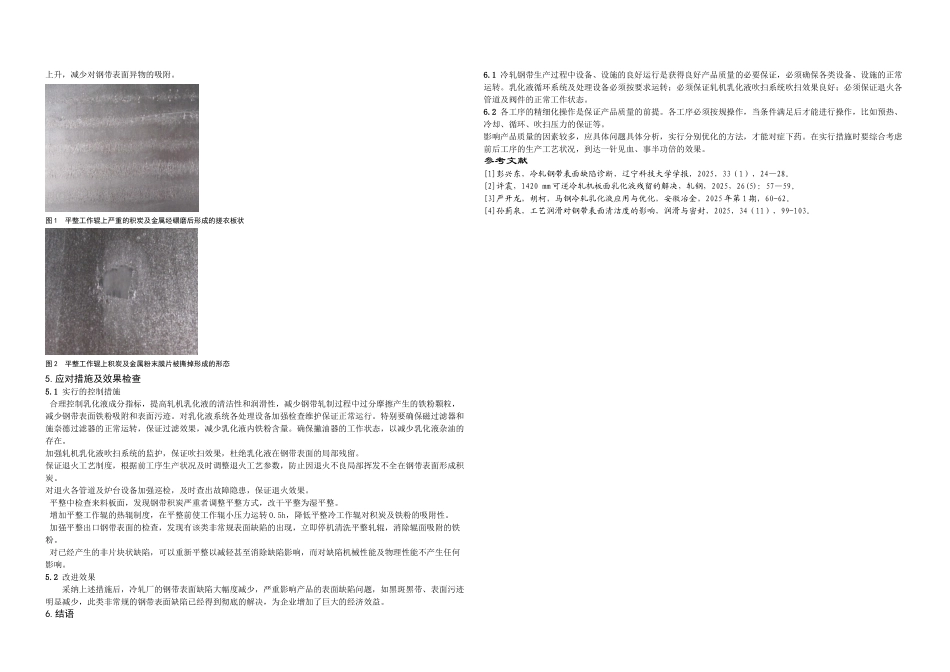
平整机架及出口卷取机之间出现大量片状或者鳞状金属膜片