攻丝工艺编程模板6.5 攻丝工艺编程6.5.1 攻丝加工的内容、 要求用 丝 锥 在 工 件 孔 中 切 削 出 内 螺 纹 的加 工 方 法 称 为 攻 螺 纹 ; 攻 丝 加 工 的 螺 纹 多 为 三 角 螺 纹 , 为零 件 间 连 接 结 构 , 常 见 的 攻 丝 加 工 的 螺纹 有 ; 牙 型 角 为 60° 的 公 制 螺 纹 , 也 叫普 通 螺 纹 ; 牙 型 角 为 55° 的 英 制 螺 纹 ; 用 于 管 道 连 接 的 英 制 管 螺 纹 和 圆 锥 管 螺纹
本 节 主 要 涉 及 的 攻 丝 加 工 的 是 公 制内 螺 纹 , 熟 悉 有 关 螺 纹 结 构 尺 寸 、 技术 要 求 的 常 识 , 是 学 习 攻 丝 工 艺 的 重 要基 础
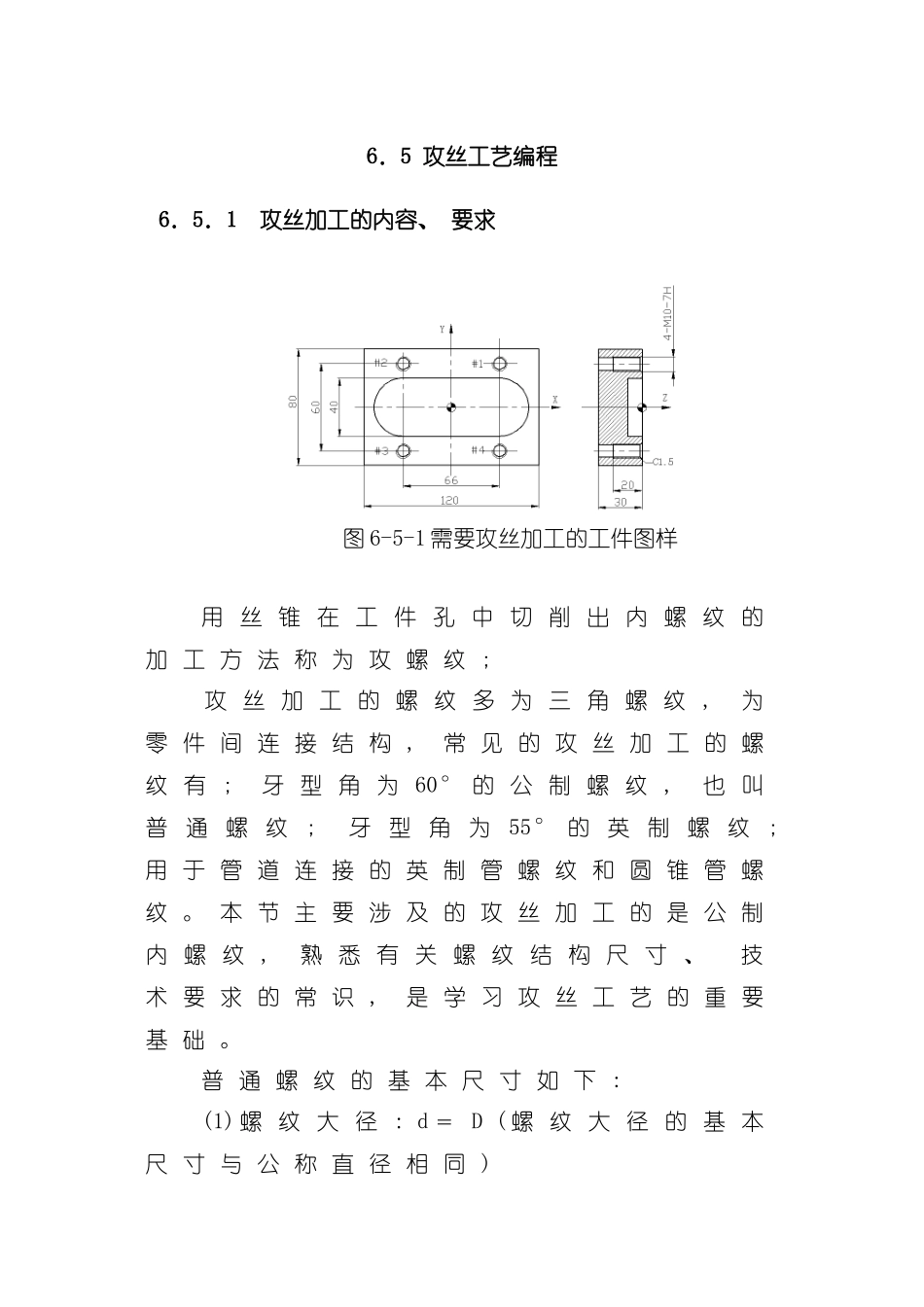
普 通 螺 纹 的 基 本 尺 寸 如 下 : (1) 螺 纹 大 径 : d = D ( 螺 纹 大 径 的 基 本尺 寸 与 公 称 直 径 相 同 )图 6-5-1 需要攻丝加工的工件图样(2) 中 径 : d2= D2 = d - 0
6495P(3) 牙 型 高 度 : H = O
5413P(4) 螺 纹 小 径 : d1 = D1 = d - 1
0825P如 图 6-5-1中 M10-7H 的 螺 纹 , 为 普 通 右旋 内 螺 纹
查 表 得 螺 距 P = 1
5, 其 基 本尺 寸 : 螺 纹 大 径 : D = 10; 螺 纹 中 径 : D2= D - 0
6495P = 9
02螺 纹 小 径 : D1 = D- 1
0825P = 8
36中 径 公 差 带 代 号7H小 径 公 差 带 代 号 7H牙 型 高 度 : H = O
5413P = 0
82螺 纹 有 效 长 度 : L = 20
0螺 纹 孔 口 倒 角 : C1
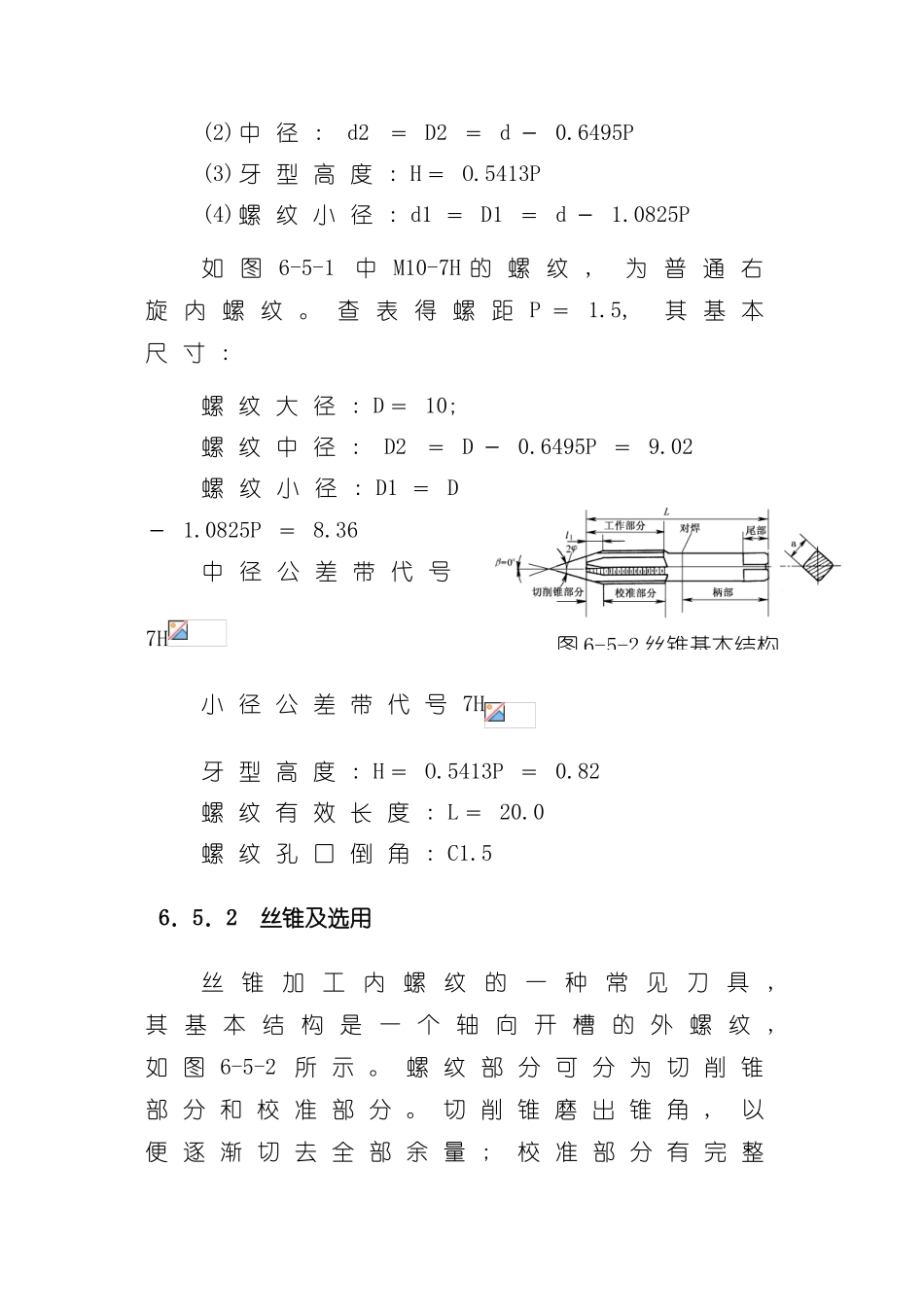
56.5.2 丝锥及选用