第 1 章 数控编程加工入门要点知识要点 数控编程加工一般操作流程 型腔模具的加工工艺编制 铣削刀具的类型与考前须知 加工过程中切削用量确实定1
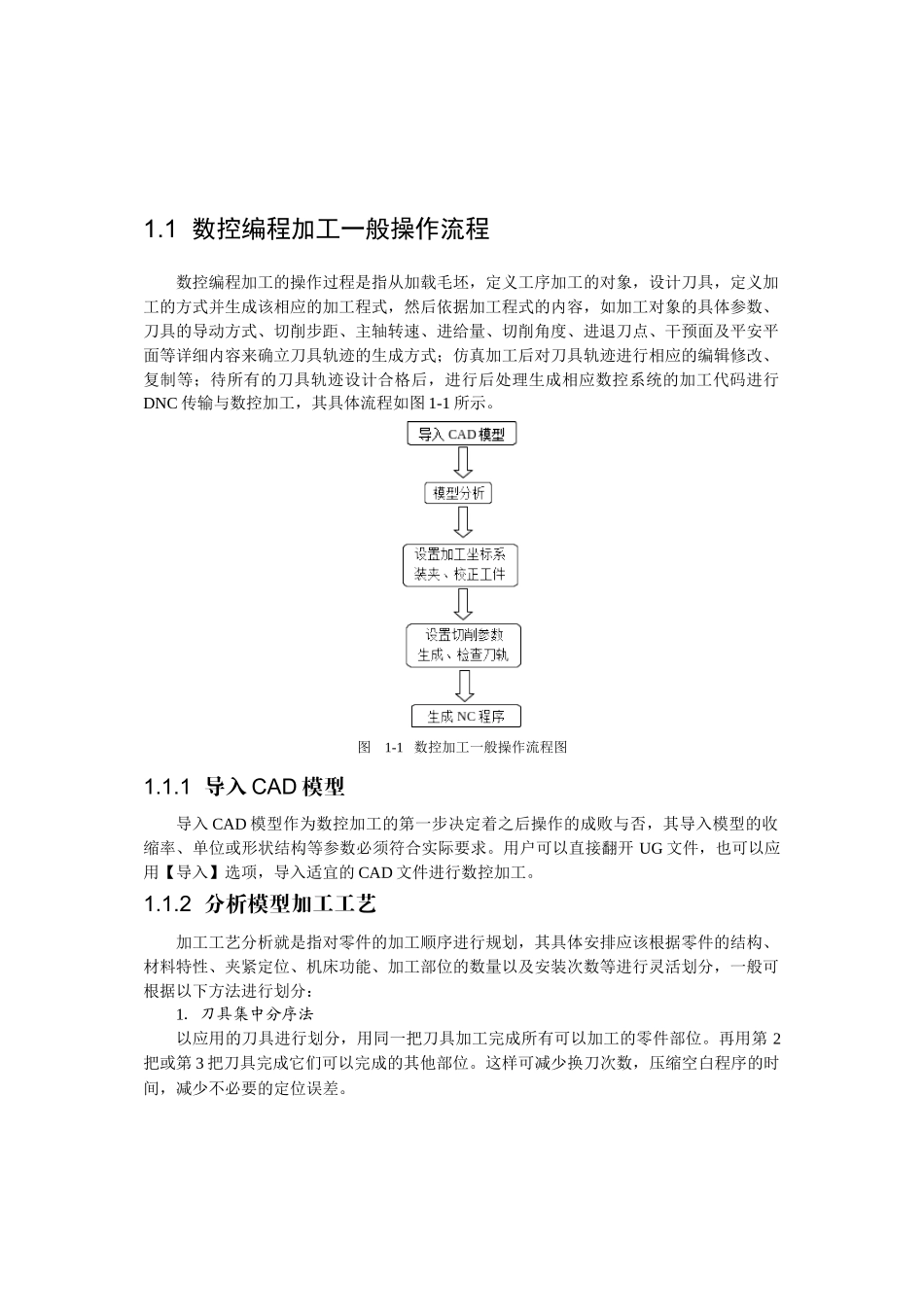
1 数控编程加工一般操作流程数控编程加工的操作过程是指从加载毛坯,定义工序加工的对象,设计刀具,定义加工的方式并生成该相应的加工程式,然后依据加工程式的内容,如加工对象的具体参数、刀具的导动方式、切削步距、主轴转速、进给量、切削角度、进退刀点、干预面及平安平面等详细内容来确立刀具轨迹的生成方式;仿真加工后对刀具轨迹进行相应的编辑修改、复制等;待所有的刀具轨迹设计合格后,进行后处理生成相应数控系统的加工代码进行 DNC 传输与数控加工,其具体流程如图 1-1 所示
图 1-1 数控加工一般操作流程图1
1 导入 CAD 模型导入 CAD 模型作为数控加工的第一步决定着之后操作的成败与否,其导入模型的收缩率、单位或形状结构等参数必须符合实际要求
用户可以直接翻开 UG 文件,也可以应用【导入】选项,导入适宜的 CAD 文件进行数控加工
2 分析模型加工工艺加工工艺分析就是指对零件的加工顺序进行规划,其具体安排应该根据零件的结构、材料特性、夹紧定位、机床功能、加工部位的数量以及安装次数等进行灵活划分,一般可根据以下方法进行划分:1.刀具集中分序法以应用的刀具进行划分,用同一把刀具加工完成所有可以加工的零件部位
再用第 2把或第 3 把刀具完成它们可以完成的其他部位
这样可减少换刀次数,压缩空白程序的时间,减少不必要的定位误差
2.加工部位分序法在数控机床上加工零件,工序可以比拟集中,一次装夹应尽可能完成全部工序对于加工部位很多的零件,可按其结构特点将加工局部分成几个局部,如内形、外形、曲面或平面等,但一般应遵从以下原那么:一般先加工平面、定位面,后加工孔
先加工简单的几何形状,再加工复杂的几何形状
先加工精度较