编程篇第一章 编程概要 数控机床自动加工过程,就是根据事先编写好零件程序自动运营过程
所谓编程,就是 依照加工零件图纸和工艺规定,把它用数控语言描述出来,编制成零件加工程序
本篇重要阐明本数控系统加工程序指令含义及编制方式,在编制程序之前,请先详细阅读本篇内容
1 坐标轴及其运动方向定义 本数控系统根据 JB/T3051-1999 《数字控制机床坐标和运动命名》中关于普通车床坐标和 命名定义了系统控制轴及运动
本系统对可控制两个坐标轴定义为 X 、Z 轴,两个坐标轴相 互垂直构成 X—Z 平面直角坐标系
如图 1: X 坐标:X 坐标定义为与主轴旋转中心线相垂直,X 正方向为刀具离开主轴旋转中心方向
Z 坐标:Z 坐标定义为与主轴旋转中心线重叠,Z 正方向为刀具远离主轴箱方向
2 机械原点 机械原点为机床上固定位置一点,普通数控车床机械原点设立在 X 轴和 Z 轴正方向最 大行程处,并安装相应机械原点开关和撞块,假如机床上没有安装机械原点开关和撞块,请不 要使用本系统中回机械原点功能,或将 P12 参数MZRO设立成 0
3 编程坐标 本系统编程可用绝对坐标(X、Z 字段),相对坐标(U、W 字段)或混合坐标(X/W、U/Z 字段) 进行编程
对于 X 轴坐标,本系统使用直径编程(所有 X 轴方向尺寸和参数均用直径量表达)
第二章 程序构造 为使机床能按规定运动而编写 CNC 指令集合称之为程序,数控系统按指令顺序使刀具沿线圆弧运动或使主轴启动停止,冷却液开关等,程序中指令顺序就是按工件工艺规定顺序而编制
1 字符 字符是构成程序最基本元素
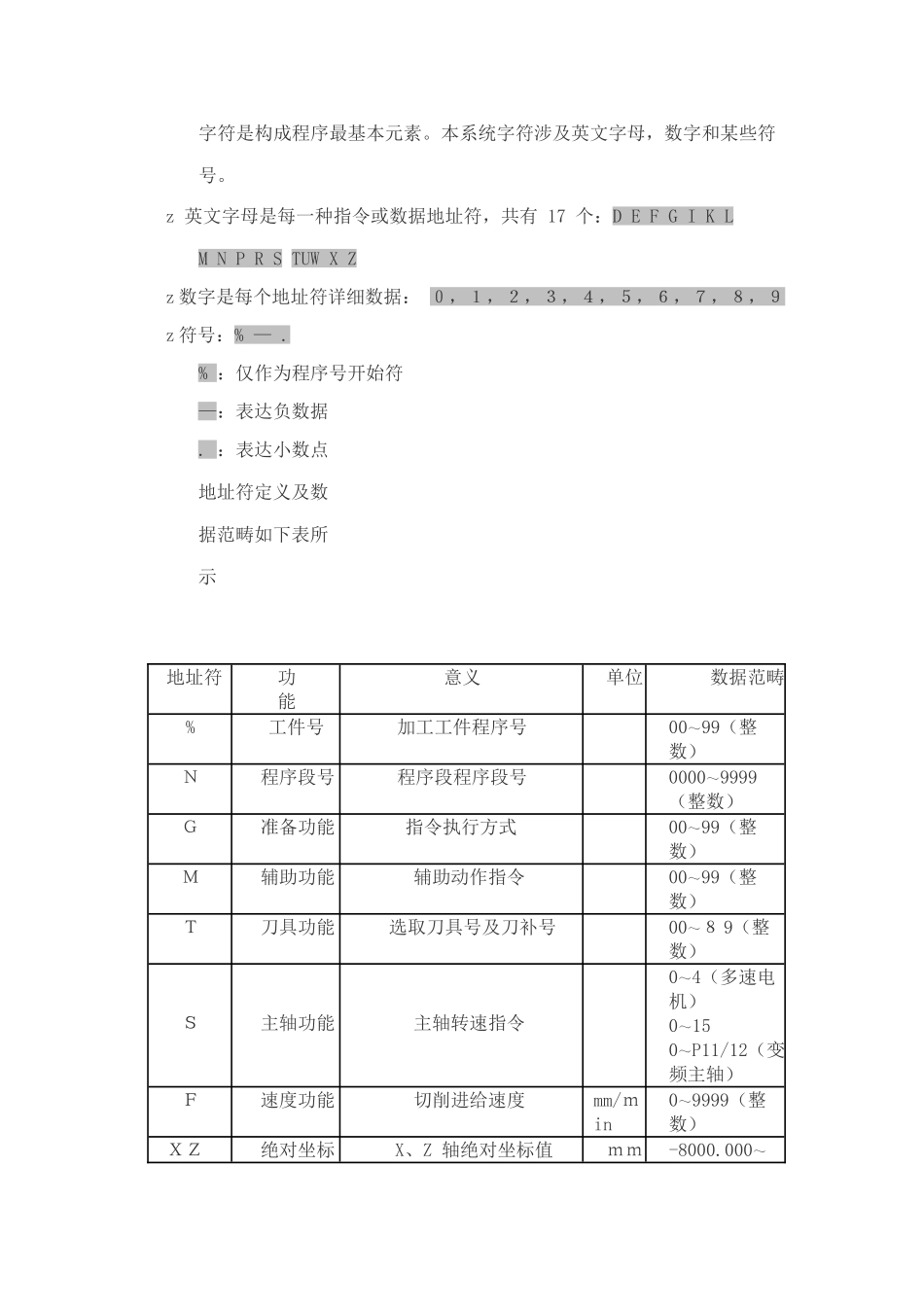
本系统字符涉及英文字母,数字和某些符号
z 英文字母是每一种指令或数据地址符,共有 17 个:D E F G I K L M N P R S TUW X Zz 数字是每个地址符详细数据: 0,1,2,3