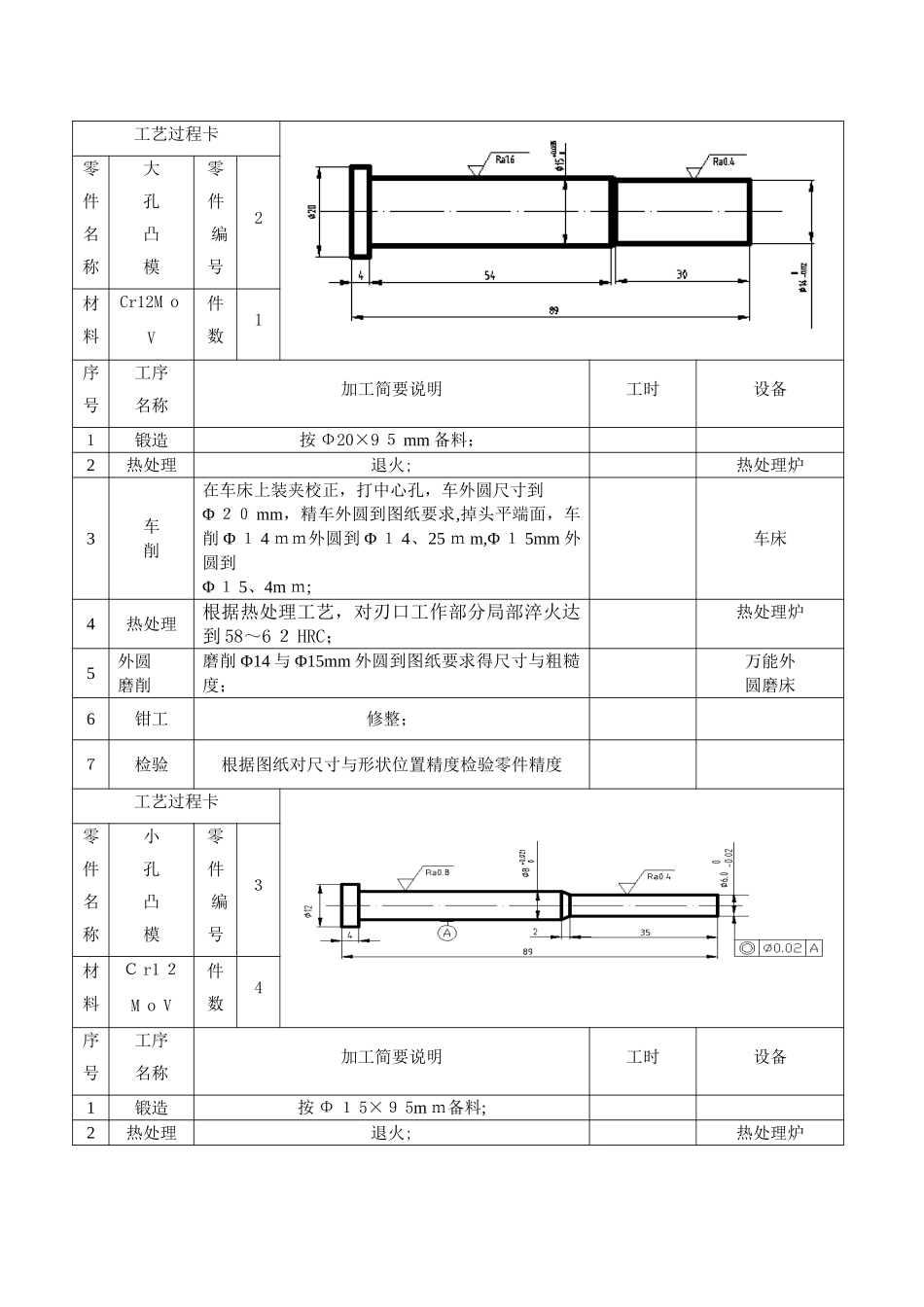
工艺过程卡零件名称大孔凸模零件编号2材料Cr12M oV件数1序号工序名称加工简要说明工时设备1锻造按 Φ20×9 5 mm 备料;2热处理退火;热处理炉3车削在车床上装夹校正,打中心孔,车外圆尺寸到Φ 20 mm,精车外圆到图纸要求,掉头平端面,车削 Φ 1 4 mm外圆到 Φ 1 4、25 m m,Φ 1 5mm 外圆到Φ 1 5、4m m;车床4热处理根据热处理工艺,对刃口工作部分局部淬火达到 58~6 2 HRC;热处理炉5外圆磨削磨削 Φ14 与 Φ15mm 外圆到图纸要求得尺寸与粗糙度;万能外圆磨床6钳工修整;7检验根据图纸对尺寸与形状位置精度检验零件精度工艺过程卡零件名称小孔凸模零件编号3材料C r1 2M o V件数4序号工序名称加工简要说明工时设备1锻造按 Φ 1 5×9 5m m备料;2热处理退火;热处理炉3车削粗车外圆至 Φ12、26mm,精车 Φ 1 2mm 至尺寸要求
两端允许打中心孔
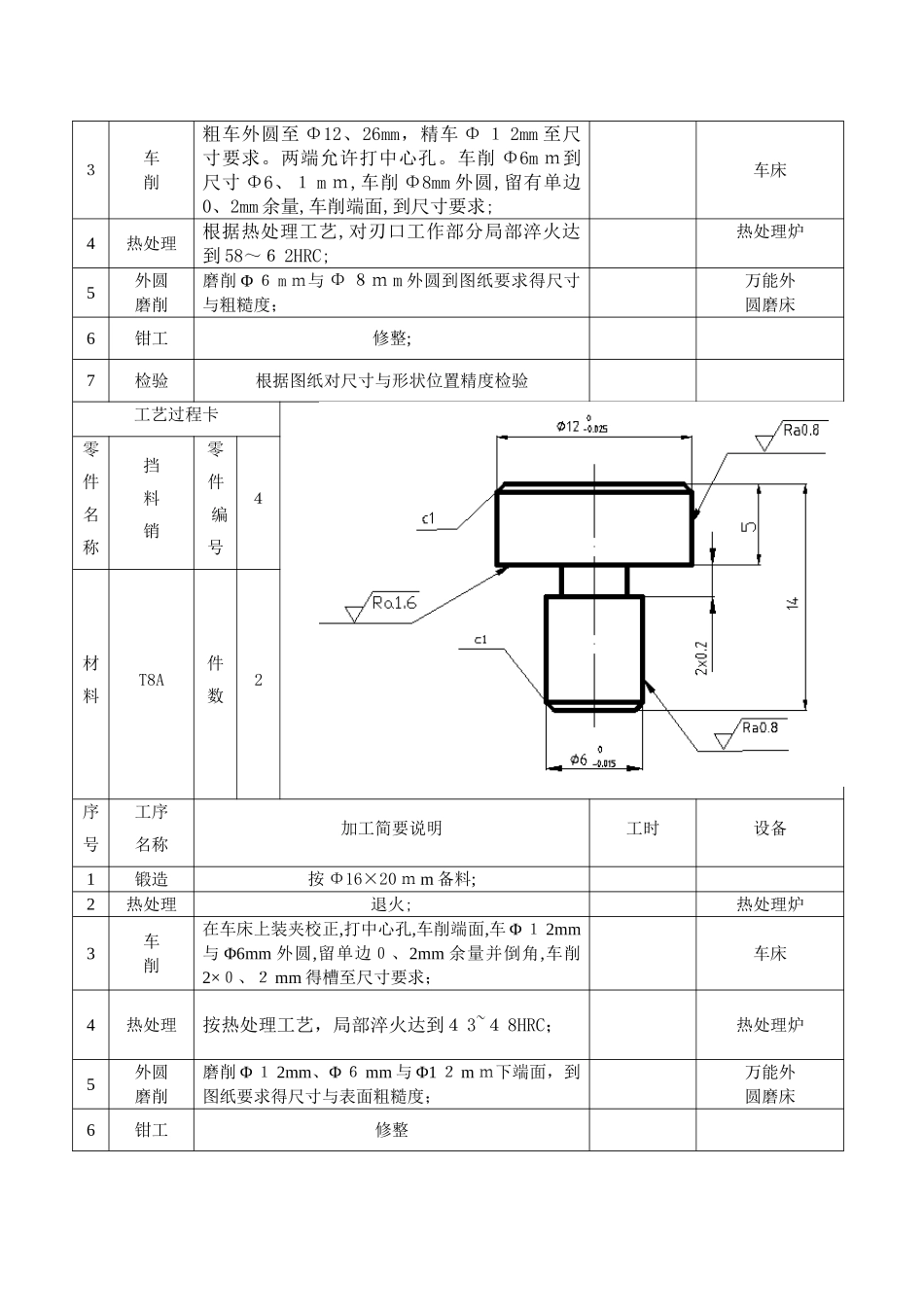
车削 Φ6m m到尺寸 Φ6、1 m m,车削 Φ8mm 外圆,留有单边0、2mm 余量,车削端面,到尺寸要求;车床4热处理根据热处理工艺,对刃口工作部分局部淬火达到 58~6 2HRC;热处理炉5外圆磨削磨削 Φ 6 m m与 Φ 8m m 外圆到图纸要求得尺寸与粗糙度;万能外圆磨床6钳工修整;7检验根据图纸对尺寸与形状位置精度检验工艺过程卡零件名称挡料销零件编号4材料T8A件数2序号工序名称加工简要说明工时设备1锻造按 Φ16×20 m m 备料;2热处理退火;热处理炉3车削在车床上装夹校正,打中心孔,车削端面,车 Φ 1 2mm与 Φ6mm 外圆,留单边0、2mm 余量并倒角,车削2×0、2 mm 得槽至尺寸要求;车床4热处理按热处理工艺,局部淬火达到4 3~4 8HRC;热处理炉5外圆磨削磨削 Φ 1 2mm、Φ 6 mm 与 Φ1 2 m m下端面,到图纸