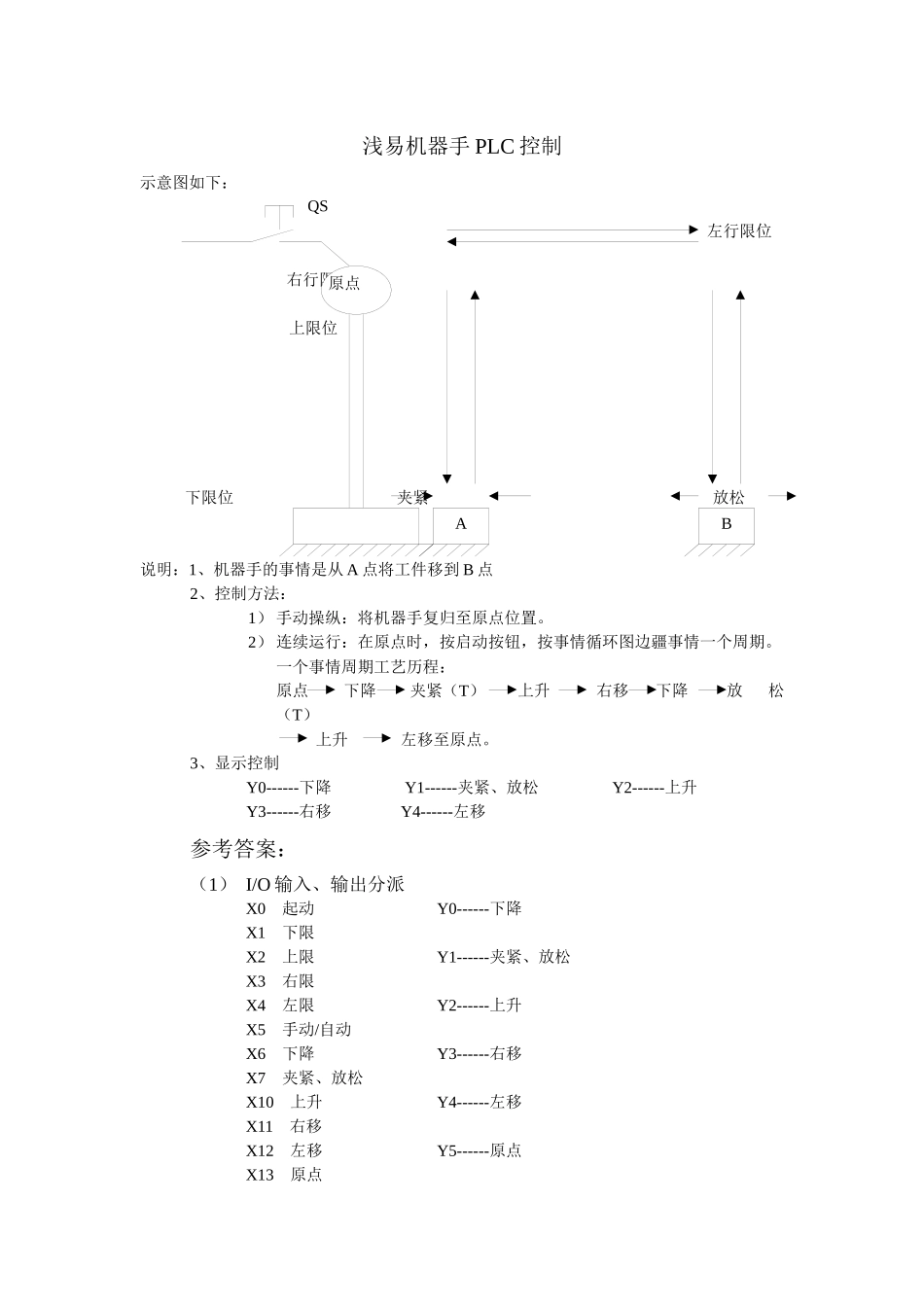
浅易机器手 PLC 控制示意图如下:QS左行限位 右行限位上限位 下限位 夹紧放松说明:1、机器手的事情是从 A 点将工件移到 B 点2、控制方法:1) 手动操纵:将机器手复归至原点位置
2) 连续运行:在原点时,按启动按钮,按事情循环图边疆事情一个周期
一个事情周期工艺历程:原点下降夹紧(T) 上升右移下降放松(T)上升左移至原点
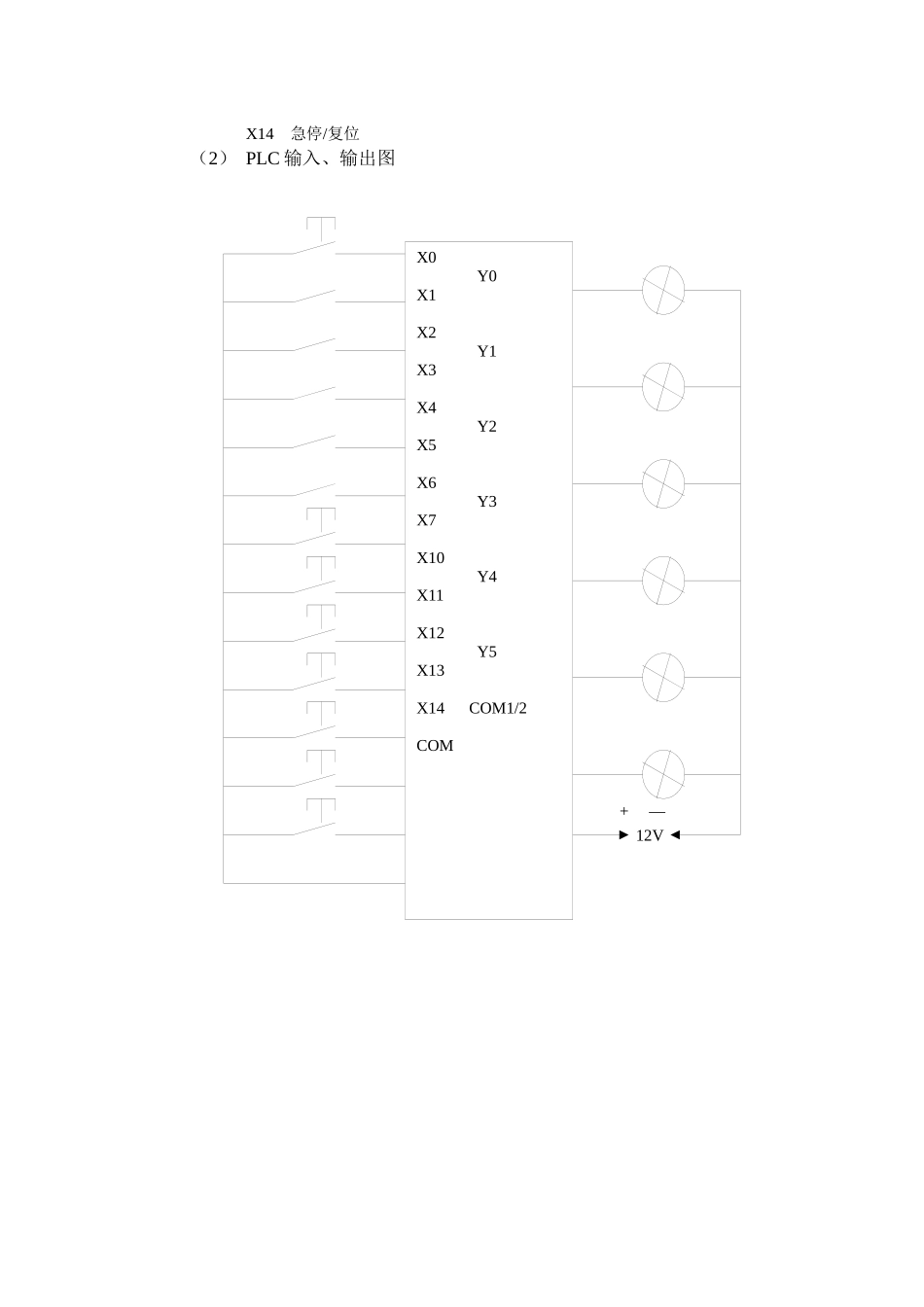
3、显示控制 Y0------下降 Y1------夹紧、放松 Y2------上升 Y3------右移Y4------左移参考答案:(1) I/O 输入、输出分派X0 起动 Y0------下降X1 下限X2 上限 Y1------夹紧、放松X3 右限X4 左限 Y2------上升X5 手动/自动X6 下降 Y3------右移X7 夹紧、放松X10 上升 Y4------左移X11 右移X12 左移 Y5------原点X13 原点原点ABX14 急停/复位(2) PLC 输入、输出图+ —12VX0 Y0X1X2 Y1X3X4 Y2X5X6 Y3X7X10 Y4X11X12 Y5X13X14 COM1/2COM(3)状态流程图 (4)步进状态图X5CJ P0X6 M8000Y0X14ZRST S20 S28X7Y1ZRST Y0 Y5X10 X2Y2 X4X11SET Y1Y3Y5X12 X0Y4Y0FENDP0 X1自动步伐RST Y1RETT0 K20END T0Y2 X2Y3 X3Y0 X1SET Y1T1 K20 T1Y2 X2Y4 X4S20S0S20S21S22S23S24S25S26S27S28 S20 S0 S0 S20 S0 S0 S20 S0 S0 S20 S0 S0 S20 S0 S0 S20 S0 S0 S20 S0 S0 S20 S0 S0 S20 S0 S0 (5)编写步伐LD X5SET S22CJ P0