目 录一、罐底组装
2二、罐壁组装
2三、固定顶组装
2 四、贮罐几何尺寸质量要求………………………………………4五、焊接工艺要求
4六、焊接顺序
5七、附件安装
590M3 甲醇贮罐施工技术交底一、罐底组装1
底板铺设焊接根据图纸要求进行,采纳对接焊缝形式
对接接头均开 V 型坡口,坡口的角度为 55—60°
二、罐壁组装1
壁板组对时,按基准线法进行,相邻两壁板水平偏差不大于 2mm,圆周任意两点的水平偏差不大于 6mm
壁板垂直度偏差不大于 3mm,直径偏差不大于±13mm
壁板纵、环焊缝的间隙按 1~1
5mm 控制
纵缝错边量不大于 1mm,环缝错边量不大于 1
三、固定顶组装1
包边角钢组装时,应用样板检查其半径偏差是否符合要求,特别是在接头处,组装完后,应在圆周分 8 等分检查包边角钢外边沿的直径偏差,偏差不大于±13mm
顶板组装时应按画好的等分线对称铺板和组装,顶板的搭接宽度偏差为±5mm
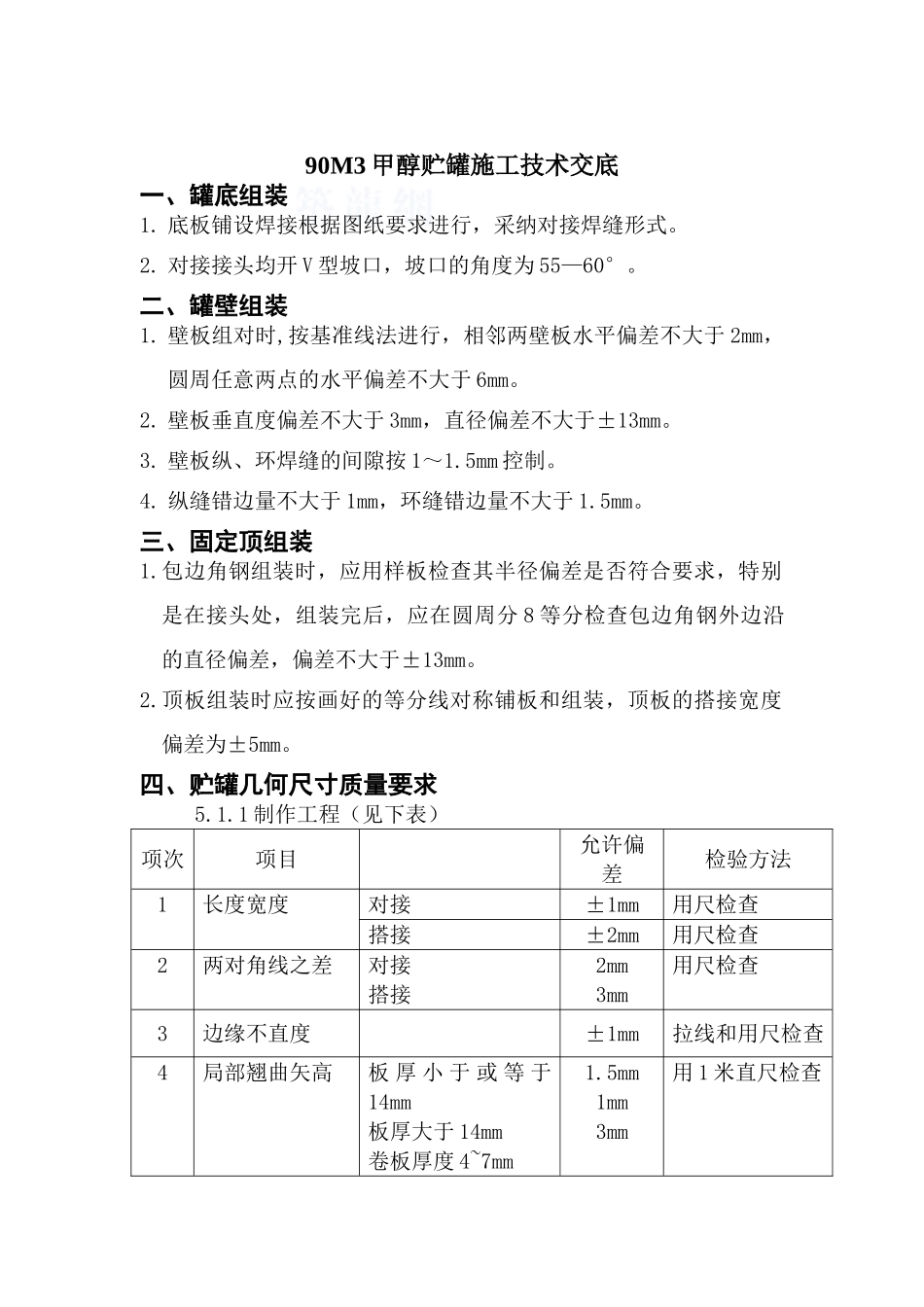
四、贮罐几何尺寸质量要求5
1 制作工程(见下表)项次项目允许偏差检验方法1长度宽度对接±1mm用尺检查搭接±2mm用尺检查2两对角线之差对接搭接2mm3mm用尺检查3边缘不直