93 不锈钢制造的 1、2、3 级设备中的承压铸件RCCM 中文版法国民用核电标准奥氏体——铁素体不锈钢制造的 1、2、3 级设备中的承压铸件0 适用范畴本法律规范适用于未包括在专门采购技术法律规范中的可焊的含钼或不含钼的铬——镍奥氏体——铁素体不锈钢铸件
不含钼的钢种只承诺使用于工作温度低于 250℃的零件
1 冶炼 此钢用电炉或其它相当的冶炼工艺冶炼
2 化学成分要求2
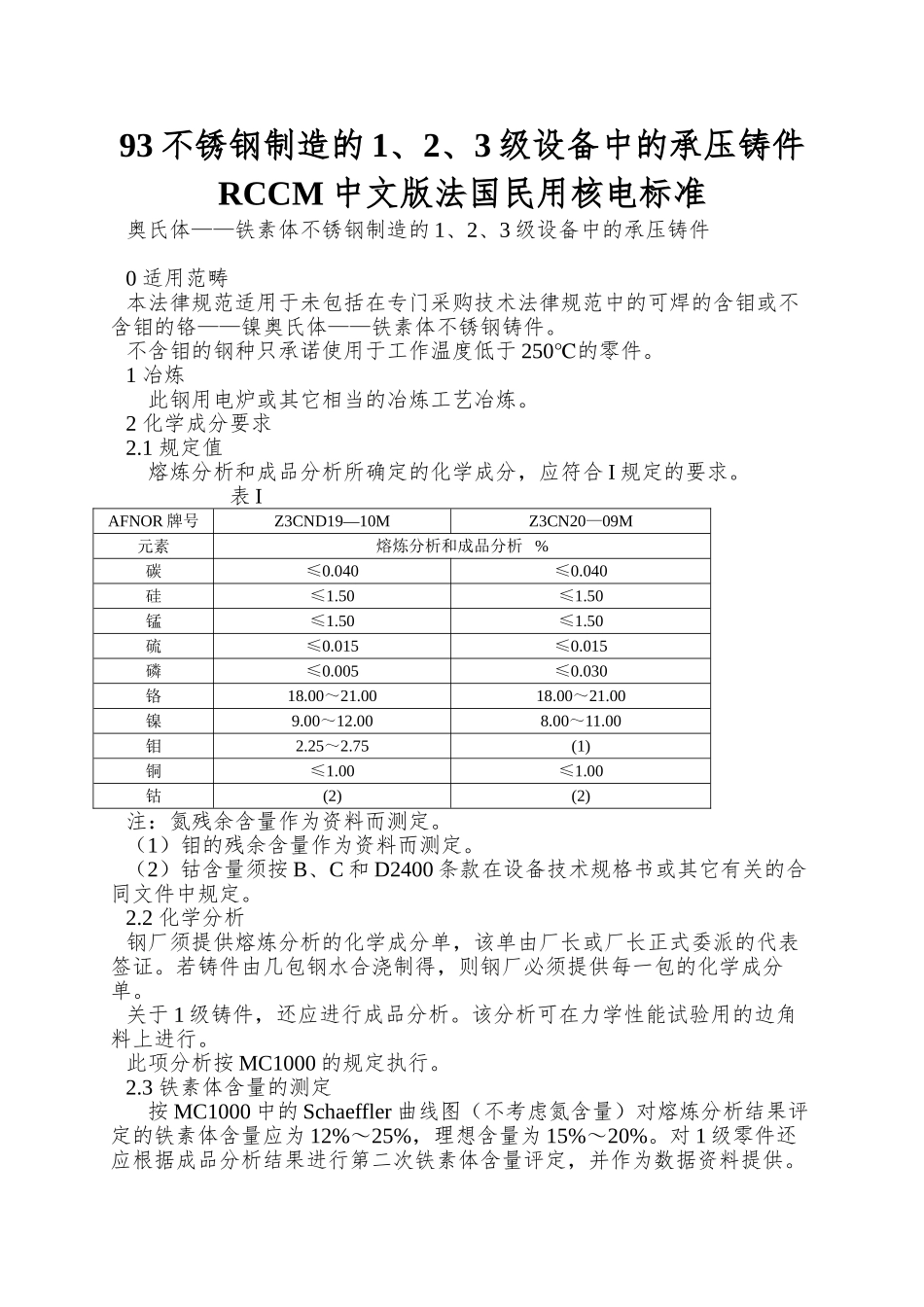
1 规定值 熔炼分析和成品分析所确定的化学成分,应符合 I 规定的要求
表 IAFNOR 牌号Z3CND19—10MZ3CN20—09M元素熔炼分析和成品分析 %碳≤0
040硅≤1
015磷≤0
030铬18
75(1)铜≤1
00钴(2)(2)注:氮残余含量作为资料而测定
(1)钼的残余含量作为资料而测定
(2)钴含量须按 B、C 和 D2400 条款在设备技术规格书或其它有关的合同文件中规定
2 化学分析钢厂须提供熔炼分析的化学成分单,该单由厂长或厂长正式委派的代表签证
若铸件由几包钢水合浇制得,则钢厂必须提供每一包的化学成分单
关于 1 级铸件,还应进行成品分析
该分析可在力学性能试验用的边角料上进行
此项分析按 MC1000 的规定执行
3 铁素体含量的测定 按 MC1000 中的 Schaeffler 曲线图(不考虑氮含量)对熔炼分析结果评定的铁素体含量应为 12%~25%,理想含量为 15%~20%
对 1 级零件还应根据成品分析结果进行第二次铁素体含量评定,并作为数据资料提供
作为数据资料提供时,供货商应对截取力学性能试验试样的铸锭部位,按MC1340 的要求进行铁素体含量的测定