93 件——用于压水堆辅助系统的泵和阀门RCCM 中文版法国民用核电标准M4104 产品采购技术法律规范3 级设备中的铜——铝合金铸件——用于压水堆辅助系统的泵和阀门0 适用范畴 本法律规范适用于制造压水堆辅助系统的泵壳、泵盖、叶轮以及各种阀件的铜——铝合金
1 冶炼 合金用坩埚或电炉冶炼,或用其它相当的冶炼工艺冶炼
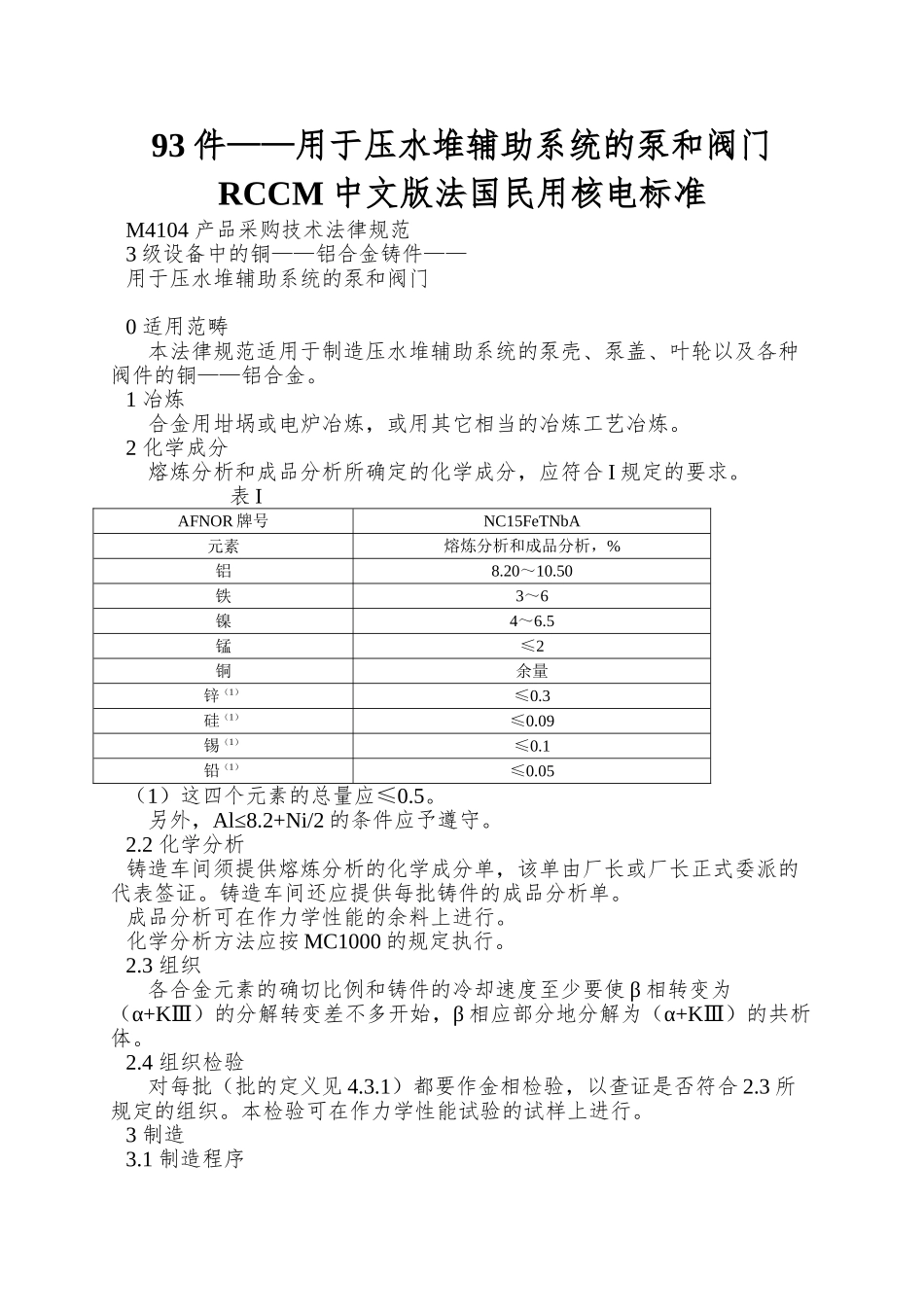
2 化学成分 熔炼分析和成品分析所确定的化学成分,应符合 I 规定的要求
表 IAFNOR 牌号NC15FeTNbA元素熔炼分析和成品分析,%铝8
50铁3~6镍4~6
5锰≤2铜余量锌(1)≤0
3硅(1)≤0
09锡(1)≤0
1铅(1)≤0
05(1)这四个元素的总量应≤0
另外,Al≤8
2+Ni/2 的条件应予遵守
2 化学分析铸造车间须提供熔炼分析的化学成分单,该单由厂长或厂长正式委派的代表签证
铸造车间还应提供每批铸件的成品分析单
成品分析可在作力学性能的余料上进行
化学分析方法应按 MC1000 的规定执行
3 组织 各合金元素的确切比例和铸件的冷却速度至少要使 β 相转变为(α+KⅢ)的分解转变差不多开始,β 相应部分地分解为(α+KⅢ)的共析体
4 组织检验 对每批(批的定义见 4
1)都要作金相检验,以查证是否符合 2
3 所规定的组织
本检验可在作力学性能试验的试样上进行
1 制造程序 开始制造前,铸造车间须制订包括以下要紧内容的制造程序: ——钢的冶炼方式; ——铸造方法;——铸件采购图,假如试料与铸件相连或邻接,该图包括试料的位置; ——试样在试料上的位置图
必须按时刻先后顺序列出取样、无损检验的各个操作过程
样件 按 M160 的要求制造样件,用以对制造方法进行验证
泵的内件(叶轮、扩散器等)或阀的内件(闸板等)不要求此种样件
射线照相检验的评定准则,按 ASTM E272 中