H 型钢组对工艺要点一 钢结构构件组装的一般规定A、组装前,工作人员必须熟悉构件施工图及有关的技术要求,并根据施工图要求复核其需组装零件质量
B、由于原材料的尺寸不够,或技术要求需拼接的零件,一般必须在组装前拼装完成
C、在采纳胎膜装配时必须遵循下列规定:a
选择的场地必须平整,并具有足够的刚度
布置装配胎膜时必须根据其钢结构构件特点考虑预放焊接收缩量及其他各种加工工余量
组装出首批构件后,必须由质量检查部门进行全面检查,经检查合格后,方可进行继续组装
构件在组装过程中必须严格根据工艺规定装配,当有隐蔽焊缝时,必须先行施焊,并经检验合格后方可覆盖
当有复杂装配不见不易施焊时,亦可采纳边装配边施焊的方法来完成其装配工作
为了减少变形和装配顺序,可实行先组装成部件,然后组装成构件的方法
4)钢结构构件组装方法的选择,必须根据构件的结构特性和技术要求,结合制造厂的加工能力、机械设备等情况,选择能有效控制组装质量、生产效率高的方法进行
二 H 型钢组对组立定位主要是指 H 型钢,在埋弧焊前的点焊定位固定,H 型钢在组立机组立,量大而规则的则在自动生产线上组立加工,组立前应对翼板、腹板及其他零件去除毛刺、割渣,并应进行矫正矫直,由放样人员划出中心线、定位线,待检验合格后才准上组立机进行组立点焊固定
H 型钢、端头板、加筋板、连接节点都要进行组装电焊,组装时应在专用模台胎架上进行正式电焊
焊接后对应力过于集中的位置用热处理以消除过大的应力
手工焊采纳手工电弧焊焊接,厂焊接人员均按规定考核持证上岗,所有电焊(包括埋弧焊、气保焊、电弧焊)的焊缝均须打上焊工的钢印号码,焊接后由检验人员进行外观检验和超声波探伤检验,合格后标上合格标识
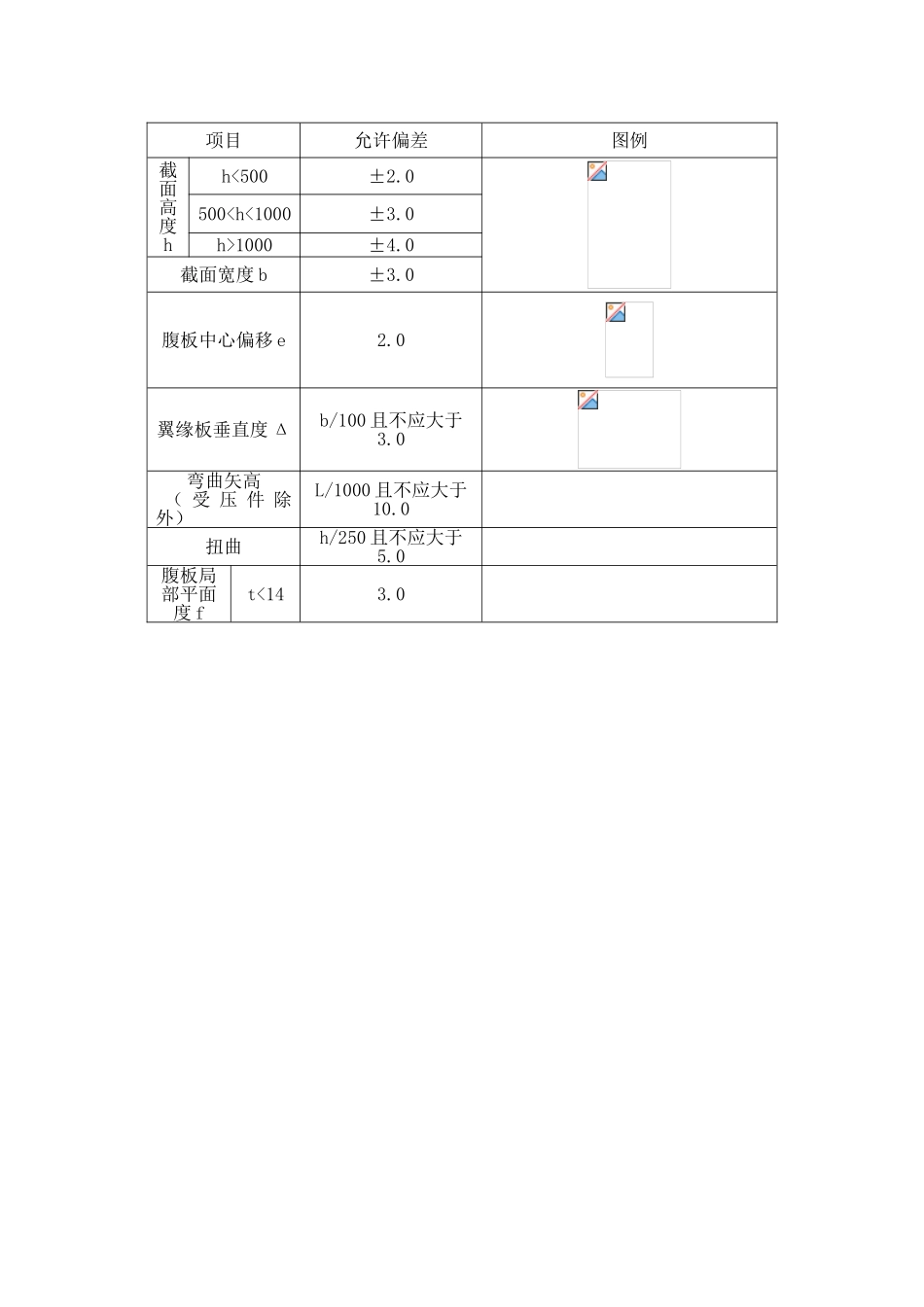
构件的焊接加工质量要求见表 12
H 型钢组立精度要求 表 12项目允许偏差高度不大于±2mm腹板中心偏移<2mm端头平齐1-2mm顶紧面间隙