WGJ510C2 耐火耐候钢焊接施工工法*****公司*****项目分公司WGJ510C2 耐火耐候钢焊接施工技术一、 前言耐火耐候钢 WGJ510C2 为****自主研发的一种新型钢材,也是该钢种在高层钢结构中的首次全面应用,没有可以直接使用工艺指导,与钢材设计方、钢结构加工方的共同试验,针对 WGJ510C2 耐火耐候钢施工的工法形成,以此指导我们以后的生产施工
二、 工法特点1. 钢结构采纳耐火耐候钢 WGJ510C2,大大提高钢结构的耐火时限
2. 耐火耐候钢构件加工厂焊接分为:钢柱螺旋焊缝的双丝自动埋弧双面焊、柱牛腿板的半自动实心焊丝气体保护焊,钢梁的船型自动埋弧焊
3. 钢结构现场焊接采纳手工电弧焊和 CO2气体保护焊
4. 钢管柱螺旋焊缝及柱对接焊缝为一级焊缝,柱牛腿圆形板为二级焊缝,H 型钢梁为角焊缝,并按二级焊缝进行外观检查
三、 适用范围适用于耐火耐候钢 WGJ510C2 加工厂焊接和现场焊接
四、施工工艺流程及操作要点㈠ 构件厂制作焊接:本工程钢结构构件制作主要包括钢管柱及焊接 H 型钢,全部采纳****WGJ510C2 耐火耐候钢板制作
1. 根据原始设计图纸进行深化设计,形成深化设计图,包括构件安装布置图、构件详图、零部件详图、焊缝标准图等,并报相关单位审核
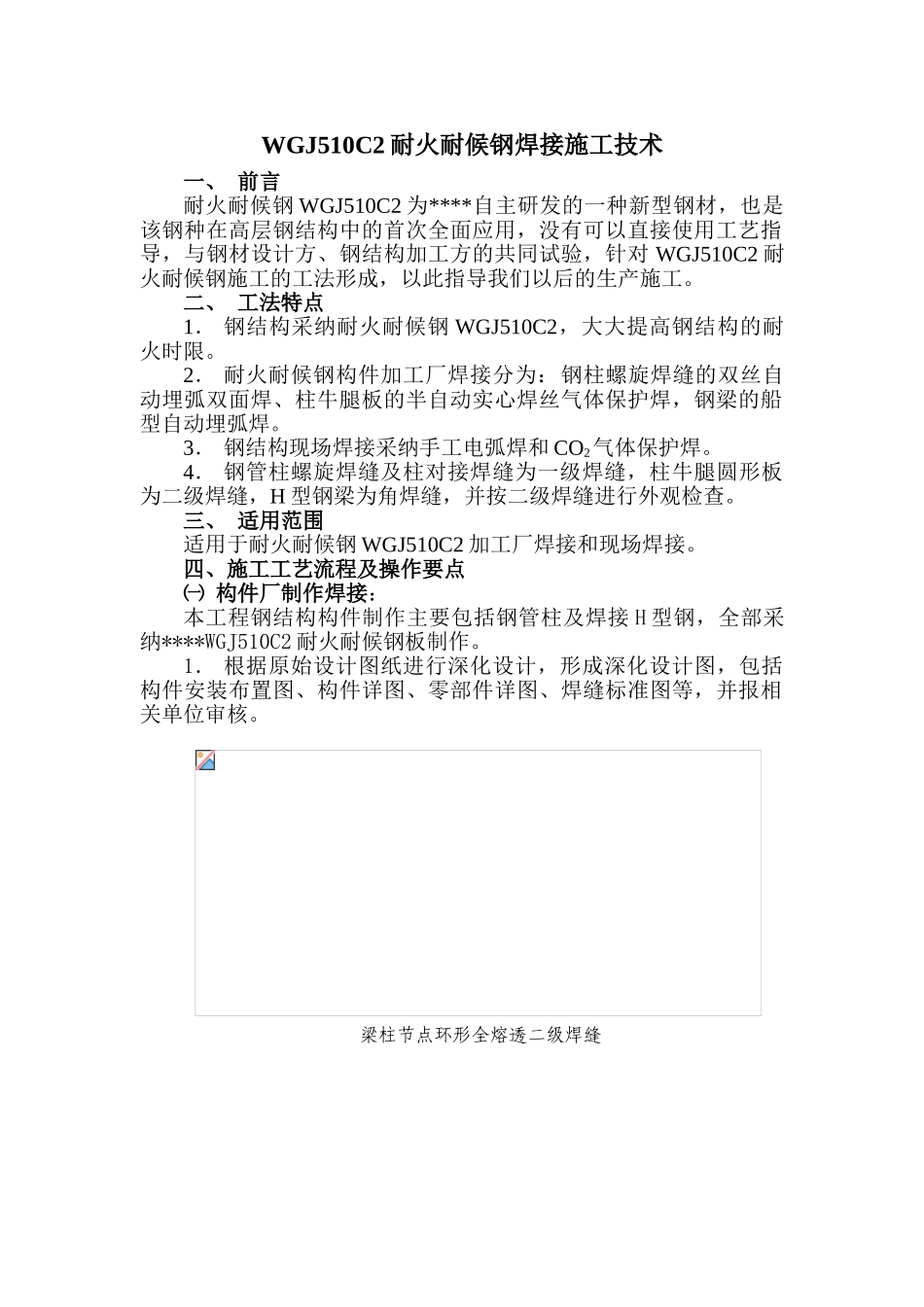
梁柱节点环形全熔透二级焊缝梁柱节点环形全熔透二级焊缝装配难度大,焊接工艺要求高,焊缝位置不便于焊接操作
钢管对接全熔透一级焊缝装配精度、施焊质量要求高
2.原材料、焊材、焊剂进场,并根据法律规范要求进行复检
1 钢材化学成分:钢材牌号厚度mmCSiMnSPCuMoWGJ510C2≦0
2 钢材力学性能:牌号交 货状态板厚/mmσs(MPa)σb(MPa)δ5%600℃σs(MPa)AKV(J)0